Stolné bodové zváranie vlastnými rukami. Zariadenie miniatúrnych zváracích strojov. Poďme vymenovať komponenty použité v obvode
Nákup zváračky nie je k dispozícii každému, pretože tento nástroj má vysoké náklady. Preto je oveľa lacnejšie vyrobiť si ho vlastnými rukami zo šrotu. Nižšie zvážime vlastnosti použitia a výroby zariadenia na bodové zváranie.
Bodový zvárací stroj: princíp činnosti a základy výroby
Rozsah použitia odporového zvárania je pomerne široký; tento nástroj sa používa na opravu alebo výrobu rôznych druhov kovových výrobkov. Navyše pomocou tohto zariadenia je možné ľahko vykonávať rôzne práce na výrobe kovových schodísk, brán, konštrukčných prvkov atď.

Princíp činnosti odporového zvárania je ten, že elektrický prúd ohrieva určité oblasti oceľových častí, ktoré sú vo vzájomnom kontakte. Tým sa vytvorí zvarový spoj nazývaný šev. Konečný výsledok zvárania priamo závisí od typu materiálu, z ktorého je diel vyrobený, od jeho hustoty. Okrem toho by ste mali zvážiť nasledujúce parametre:
- zvárací obvod musí mať dostatočne nízky indikátor napätia od jedného do desiatich wattov;
- proces zvárania netrvá dlhšie ako niekoľko sekúnd;
- zvárací impulz má vysoký prúd;
- čím menšia je zóna tavenia, tým lepšia je kvalita zvárania;
- zvar musí byť schopný odolať ťažkým nákladom.
Výsledok zvárania priamo závisí od toho, ako správne boli tieto vlastnosti pozorované. Vlastná výroba zváracieho stroja je pomerne komplikovaný proces, na ktorého kvalitnú implementáciu budete musieť dodržiavať určité pokyny a technologické odporúčania.
Jednoduchšou možnosťou je zostaviť zvárací stroj s premenlivým prúdom. Toto zariadenie riadi proces zvárania zmenou trvania zváracieho impulzu, ktorý zasiahne časť. Na vykonanie týchto akcií budete potrebovať hodinové relé, ktoré je ovládané automaticky alebo ručne.

Hlavnou jednotkou domáceho bodového zváracieho stroja je zvárací transformátor, ktorý sa často nachádza v domácich spotrebičoch, ako je mikrovlnná rúra, televízor atď. Vinutia transformátorového zariadenia sa previnú vo vzťahu k požadovanému prúdu a napätiu, počas ktorých sa vykonáva zváranie.
Ak chcete vybrať rozsah ovládania zváracieho stroja, musíte najskôr zostaviť hlavné mechanizmy zariadenia. Konštrukčné prvky zváracieho stroja sú vybrané vo vzťahu k jeho výkonu a parametrom transformátora - hlavného mechanizmu.
Výroba kontaktného zváracieho stroja sa vykonáva vo vzťahu k typu aplikácie a vlastnostiam materiálu, s ktorým budete musieť pracovať. Kliešte zváracieho typu sú najčastejšie pripojené k hlavnému zariadeniu.
Upozorňujeme, že všetky elektrické pripojenia musia mať dobrú kvalitu. Všetky vodiče musia mať príslušný priemer a prierez. Ak je obvod nespoľahlivý, dôjde k strate elektriny. V tomto prípade je možná možnosť iskier a proces zvárania sa zastaví.

Schéma bodovej zváračky kovových častí
Na vlastnú výrobu zariadenia na bodové zváranie kontaktného typu použite nižšie uvedené schémy. Prvý z nich sa používa, ak sa bodová zváračka používa na zváranie plechov až do hrúbky jedného milimetra, ako aj na drôty a tyče s priemerom do štyroch milimetrov.
V takom prípade budete potrebovať také zariadenie:
- prístroj poháňaný striedavé napätie pri 220 W;
- typ výstupného napätia je 3-7 V, bez zaťaženia;
- maximálna hodnota zváracieho prúdu je až jeden a pol tisíc ampérov.
Celé zariadenie sa vyznačuje prítomnosťou schematického diagramu, ktorý obsahuje výkonový komponent, automatizovaný spínač a riadiaci obvod. Ak v procese práce nejaké núdzové situácie, sa im dá zabrániť iba pomocou spínača. Na prvom uzle je transformátor na zváranie t2 a zariadenie vo forme jednofázového bezkontaktného tyristorového spínača, pomocou ktorého je primárne vinutie pripojené k elektrine.

Druhá verzia schémy riadenia zahŕňa implementáciu vinutia na zváracom transformátore s určitými závitmi. Na primárnom vinutí je šesť vývodových sekcií. Ich prepnutím je možné regulovať výstupný zvárací prúd vo vzťahu k sekundárnemu vinutiu. V tomto prípade zostáva trvalé pripojenie sieťového obvodu na prvom výstupe a pomocou zvyšku je regulovaná prevádzka elektrickej energie.
Štartér s označením М ТТ4 К je sériovej výroby. Tento modul sa vyznačuje prítomnosťou tyristorového spínača, ktorý v procese zatvárania prepína záťaž cez prvý a tretí kontakt. Toto zariadenie je schopné pracovať pri zaťažení s maximálnym napätím až osemsto wattov a prúdom až osemdesiat ampérov. Táto schéma riadenia obsahuje:
- pohonná jednotka;
- reťaz na nastavenie mechanizmu;
- relé k1.

Na zaistenie výkonu zváracieho stroja sa používa akýkoľvek typ transformátora, ktorého výkon je až dvadsať wattov. Zároveň by sa mal používať pri prevádzke na menovitej sieti 220 V. Napätie, ktoré je vydané na druhej verzii vinutia, bude asi 22 V. Na vyrovnanie súčasného napájania sa odporúča nainštalovať diódový mostík. Okrem toho je možné použiť akýkoľvek iný mechanizmus, ktorý má rovnaké parametre.
Na zatvorenie štvrtého a piateho kontaktu sa používa relé k1. Tento proces sa vykonáva vtedy, keď je napätie z riadiaceho obvodu na vinutie. V tomto prípade nebude hodnota spínaného prúdu väčšia ako 99 mA. V tomto prípade bude potrebné takmer každé relé s elektromagnetickými charakteristikami nízkeho prúdu.
Zariadenie zariadenia na bodové zváranie a jeho konštrukcia
Existuje niekoľko funkcií riadiaceho obvodu. Keď je k1 zapnutý, nastaví sa určitý typ času na zadané časové obdobie. V tomto prípade je možné nastaviť určitý čas na dodávku elektronických impulzov na diely, ktoré sa majú zvárať.
Elektrický obvod obsahuje kondenzátory od c1 do c6. Majú elektrolytické vlastnosti, pričom napätie je viac ako 52 V. Okrem toho je potrebný kondenzátor s kapacitou 46 μF. Keď je normálne zatvorená skupina kontaktov otvorená, relé sa nabíja priamo cez napájaciu jednotku.
Hlavnou energetickou časťou tohto mechanizmu je transformátor. S jeho pomocou sa jeden druh elektriny premení na iný. Na tieto účely sa používa magnetický drôt 2,5 A. Staré vinutie by malo byť zlikvidované, na konci magnetického drôtu sú nainštalované krúžky, na výrobu ktorých sa používa elektrická lepenka. Skladajú sa cez vnútorný a vonkajší okraj. Ďalej je magnetický obvod navinutý lakovanou tkaninou v troch alebo viacerých vrstvách. Na dokončenie vinutia budete potrebovať nasledujúce vodiče:
- primárne vinutie má priemer asi 1,5 mm, aby bolo lepšie nasýtené lakom, odporúča sa použiť drôt na textilnom základe;
- sekundárna verzia vinutia má priemer asi dva centimetre; obsahuje viacžilovú izoláciu organokremičitého pôvodu.
Počas vykonávania prvého vinutia by mali byť vybavené medziľahlé svorky. Ďalej je impregnovaný lakom. Na primárnu cievku je navinutá bavlnená páska, ktorá je tiež impregnovaná lakom. Potom nasleduje sekundárne vinutie a ďalšia impregnácia lakom.
Výroba domáceho bodového zváracieho stroja znamená aj výrobu klieští. Kliešte sú dvoch typov: stacionárne alebo diaľkové. Prvá možnosť sa vyrába jednoduchšie, pretože má vysoko kvalitnú a spoľahlivú izoláciu s pevne prepojenými uzlovými časťami. Tieto kliešte však majú určitú nevýhodu, aby sa vytvorila upínacia sila, je potrebná priama účasť osoby vykonávajúcej zváracie práce.
Diaľkové kliešte sa používajú pohodlnejšie, ľahko sa vyberajú a nezaberajú veľa miesta. Na ovládanie sily kliešťa stačí zmeniť dĺžku ich odstránenia z aparátu. Skrutky, puzdrá a podložky by mali byť inštalované v mieste pripojenia zváracích klieští na podpery, ktoré poskytujú spoľahlivú hydroizoláciu.
V procese výroby klieští pre bodový zvárací stroj, ktorý si urobíte sami, je potrebné určiť množstvo odchýlky od priestoru elektródy, vzdialenosť medzi telom a miestom pohyblivých spojov na držadle. Tento parameter ovplyvňuje maximálnu možnú vzdialenosť medzi zvarom a spojovacím okrajom plechov.
Na výrobu čeľustných elektród použite medené tyče alebo berýliový bronz. Je možná možnosť použitia hrotu z spájkovačky s vysokým výkonom. Priemer elektródy sa musí zhodovať s priemerom drôtu, ku ktorému je pripojený. Aby zváracie jadrá mali dobrá kvalita konce elektródy by mali byť zúžené a čo najmenšie.

Ako vyrobiť bodovú zváračku z mikrovlnnej rúry
Cena za bodovú zváračku je dosť vysoká, takže je oveľa lacnejšie vyrobiť si ju sami. V procese práce budete potrebovať mikrovlnnú rúru, je lepšie zvoliť väčšie zariadenie. Od tohto parametra závisí výkon budúceho zváracieho stroja.
Ak nemáte mikrovlnnú rúru, môžete ju vyhľadať na blšom trhu alebo sa opýtať susedov a kúpiť nepotrebnú mikrovlnnú rúru za veľmi nízku cenu. Ďalej by ste mali rozobrať mikrovlnnú rúru a odstrániť z nej časť vo forme vysokonapäťového transformátora.
Upozorňujeme, že napriek tomu, že mikrovlnnú rúru rozoberáte, keď nie je pripojená k zdroju napájania, nachádzajú sa v nej časti, ktoré sú aj v tomto stave zasiahnuté elektrickým prúdom.
Medzi hlavné časti transformátora uvádzame jadro a dva typy vinutí - primárne a sekundárne. Na pripojenie jadra sa používajú dva tenké zvary, ktoré by mali byť zlikvidované. To sa dá dosiahnuť kladivom a pílkou. Na odrezanie môžete použiť aj brúsku. Takto sa dostanete k vinutiam transformátora, snažte sa ich nepoškodiť. Ak chcete odstrániť sekundárne vinutie, opatrne ho odstrihnite a vytiahnite požadované.
Potom dostanete jadro z transformátora a jeho primárne vinutie. Jadro by malo byť rozdelené na dve časti.

Ďalej by ste mali vykonať sekundárne vinutie transformátorovej časti. Na tieto účely budete potrebovať medený kábel s rovnakým prierezom ako slot pre transformátor. Vietor asi dve zákruty. Pomocou štandardnej dvojzložkovej epoxidovej živice sa obe polovice jadra spoja. Aby sa lepšie spojili, umiestnite ich do zveráka.
Skontrolujte úroveň napätia na výstupe transformátorového mechanizmu, nemala by prekročiť dva volty. V tomto prípade je minimálna hodnota sily prúdu 850 A.
Ďalej by ste sa mali postarať o výrobu tela zváracieho stroja; Na tieto účely môžete použiť drevo alebo vysokopevný plast. Zadný panel puzdra by mal mať niekoľko otvorov, z ktorých jeden bude zodpovedný za napájanie a druhý za vypínanie a zapínanie mechanizmu.
Ak je telo vyrobené z dreva, malo by byť dobre brúsené, impregnované a lakované. Na výrobu ručného bodového zváracieho stroja budete potrebovať:
- napájací kábel;
- kľučka;
- prepínač;
- držiaky vyrobené z medi, z ktorých budú vyrobené elektródy;
- medený drôt s veľkým prierezom;
- skrutky a klince do dreva.

Po zaschnutí časti tela by ste mali zostaviť toto zariadenie a spojiť všetky časti dohromady. Ďalej by ste mali odrezať dve časti drôtu vyrobeného z medi, veľkosť každej časti je asi 25 mm. Budú fungovať ako elektródy; na ich upevnenie v držiaku stačí použiť obyčajný skrutkovač. Ďalej zaistite spínač, zosilnený kábel zabraňuje vypadnutiu. Na upevnenie transformátora k časti krytu použite bežné samorezné skrutky. V tomto prípade by ste sa mali postarať o uzemnenie, ktoré je umiestnené na jednom z terminálov.
Pre väčšiu bezpečnosť pri používaní tohto mechanizmu odporúčame nainštalovať ešte jeden ďalší spínač. Na upevnenie pák sa používajú aj samorezné skrutky a klinec. Na koncových častiach páčok sú nainštalované kontaktné elektródy. Na zdvihnutie nadlaktia použite bežnú gumu. Po spálení elektród sa dajú ľahko nahradiť novými, vyrobenými rovnakým spôsobom.
Zariadenia na bodové zváranie sa v každodennom živote nepoužívajú tak často ako oblúkové, ale niekedy sa bez nich nezaobíde. Vzhľadom na to, že náklady na takéto zariadenie začínajú od 450 do 470 dolárov, je ziskovosť jeho nákupu otázna.
Východiskom z tejto situácie je kontaktné bodové zváranie svojpomocne. Ale skôr, ako povieme, ako vyrobiť také zariadenie sami, pozrime sa, čo je bodové zváranie a technológia jeho práce.
Bodové zváranie na prvý pohľad
Tento typ zvárania sa týka kontaktu (termomechanického). Uvedomte si, že táto kategória zahŕňa aj švové a tupé zváranie, ale nie je možné ich vykonávať doma, pretože na tento účel bude potrebné sofistikované vybavenie.
Proces zvárania zahŕňa nasledujúce kroky:
- diely sú kombinované v požadovanej polohe;
- zaistite ich medzi elektródami zariadenia, ktoré tlačia na diely;
- vykonáva sa zahrievanie, v dôsledku ktorého sú diely v dôsledku plastickej deformácie navzájom pevne spojené.
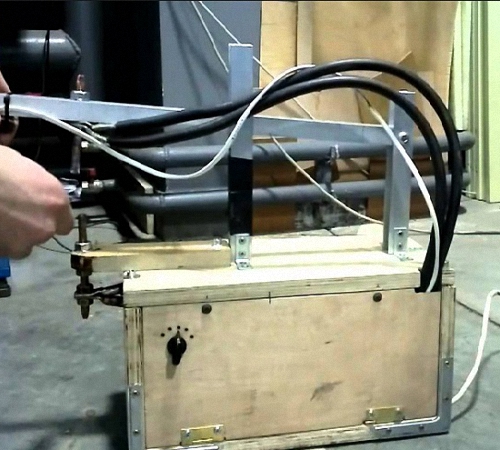
Výrobné zariadenie na bodové zváranie (ako je znázornené na fotografii) je schopné vykonať až 600 operácií za minútu.

Procesná technológia
Aby sa diely zahriali na požadovanú teplotu, aplikuje sa na ne krátkodobý impulz vysokopevnostného elektrického prúdu. Pulz spravidla trvá od 0,01 do 0,1 sekundy (čas sa vyberá na základe charakteristík kovu, z ktorého sú diely vyrobené).
Impulzom sa kov roztaví a medzi časťami sa vytvorí spoločné kvapalné jadro, až kým sa vytvrdne, povrchy, ktoré sa majú zvárať, sa musia držať pod tlakom. Vďaka tomu ochladené roztavené jadro kryštalizuje. Výkres ilustrujúci proces zvárania je uvedený nižšie.

Legenda:
- A - elektródy;
- B - diely, ktoré sa majú zvárať;
- C je jadrom zvárania.
Tlak na diely je potrebný tak, aby sa počas impulzu po obvode jadra roztaveného kovu vytvoril tesniaci pás, ktorý nedovolí tavenine vytekať zo zóny, kde prebieha zváranie.
Poskytnúť Lepšie podmienky na kryštalizáciu taveniny sa tlak na diely postupne uvoľňuje. Ak je potrebné zvar „kovať“, aby sa odstránili nehomogenity vo vnútri švu, tlak sa zvýši (to sa robí v konečnej fáze).
Upozorňujeme, že na zaistenie spoľahlivého spojenia a kvality švu je potrebné predbežne ošetriť povrchy dielov v miestach, kde bude prebiehať zváranie. To sa vykonáva na odstránenie oxidového filmu alebo korózie.
Keď je potrebné zabezpečiť spoľahlivé spojenie dielov s hrúbkou 1 až 1,5 mm, použite zváranie kondenzátorom... Jeho princíp činnosti je nasledujúci:
- banka kondenzátora je nabitá malým elektrickým prúdom;
- kondenzátory sa vybíjajú cez diely, ktoré sa majú pripojiť (sila impulzu je dostatočná na zabezpečenie požadovaného režimu zvárania).
Tento typ zvárania sa používa v tých odvetviach, kde je potrebné pripojiť miniatúrne a subminiatúrne komponenty (rádiové inžinierstvo, elektronika atď.).
Keď hovoríme o technológii bodového zvárania, treba poznamenať, že s jeho pomocou je možné spojiť rôzne kovy.
Príklady domácich vzorov
Na internete je veľa príkladov vytvárania strojov, ktoré vyrábajú bodové zváranie. Tu sú niektoré z najúspešnejších návrhov. Nasleduje diagram jednoduchého bodového zvárača.

Na implementáciu potrebujeme nasledujúce rádiové komponenty:
- R - premenlivý odpor s nominálnou hodnotou 100 ohmov;
- C - kondenzátor navrhnutý pre napätie najmenej 25 V s kapacitou 1 000 μF;
- VD1 - tyristor KU202, index písmen môže byť K, L, M alebo H, môžete použiť aj PTL -50, ale v tomto prípade musí byť kapacita „C“ znížená na 1 000 μF;
- VD2 -VD5 - diódy D232A, cudzí analóg - S4M;
- Diódy VD6 -VD9 - D226B, môžu byť nahradené cudzím analógom 1N4007;
- Poistka F - 5A.
Je potrebné odbočiť, aby sme vám povedali, ako vyrobiť transformátor TR1. Je vyrobený na báze železa Ш40 s hrúbkou ciferníka 70 mm. Na primárne vinutie je potrebný drôt PEV2 Ø0,8 mm. Počet závitov vo vinutí je 300.
Na výrobu sekundárneho vinutia potrebujete medený lankový drôt Ø4 mm. Je dovolené ho nahradiť autobusom za predpokladu, že jeho prierez je najmenej 20 mm 2. Počet závitov sekundárneho vinutia je 10.
Video: kontaktné zváranie si urobte sami
Pokiaľ ide o TR2, je pre neho vhodný ktorýkoľvek z transformátorov s nízkym výkonom (5 až 10 W). V tomto prípade musí byť na vinutí II, ktoré sa používa na pripojenie podsvietenia „H“, výstupné napätie v rozsahu 5-6 V a vinutie III - 15 V.
Výkon vyrobeného zariadenia bude relatívne nízky, v rozsahu od 300 do 500 A, maximálny čas impulzu je až 0,1 s (za predpokladu, že hodnotenia „R“ a „C“ sú rovnaké ako vo vyššie uvedenom diagrame) . To je celkom dosť na zváranie oceľového drôtu Ø0,3 mm alebo plechu, ak jeho hrúbka nepresahuje 0,2 mm.
Dajme diagram výkonnejšieho zariadenia, v ktorom bude zvárací elektrický prúd impulzu v rozsahu od 1,5 kA do 2 kA.

Uvádzajme zoznam komponentov použitých v obvode:
- hodnotenie odolnosti: R1-1,0 kOhm, R2-4,7 kOhm, R3-1,1 kOhm;
- kapacity v obvode: C1-1,0 μF, C2-0,25 μF. Okrem toho musí byť C1 dimenzované na napätie najmenej 630 V;
- Diódy VD1 -VD4 - diódy D226B, náhrada za cudzí analóg 1N4007 je povolená, namiesto diód môžete vložiť diódový mostík, napríklad KTs405A;
- tyristor VD6 - KU202N, musí byť umiestnený na radiátore s plochou najmenej 8 cm 2;
- VD6 - D237B;
- Poistka F - 10 A;
- K1 je akýkoľvek magnetický štartér, ktorý má tri páry pracovných kontaktov, a vinutie je navrhnuté pre ~ 220 V, napríklad môžete nainštalovať PME071 MVUHLZ AC3.
Teraz vám povieme, ako vytvoriť transformátor TR1. Autotransformátor LATR-9 sa berie ako základ, ako je to znázornené na fotografii.
Vinutie v tomto autotransformátore má 266 závitov, je vyrobené z medeného drôtu Ø 1,0 mm, použijeme ho ako primárne. Konštrukciu opatrne rozoberáme, aby sme nepoškodili vinutie. Demontujeme hriadeľ a k nemu pripevnený pohyblivý kontakt valčeka.
Ďalej musíme izolovať kontaktnú dráhu, na tento účel ju očistíme od prachu, odmastíme a natrieme lakom. Keď dodatočne zaschne, zaizolujeme celé vinutie lakovou handričkou.
Ako sekundárne vinutie používame medený drôt s prierezovou plochou najmenej 80 mm 2. Je dôležité, aby izolácia tohto drôtu bola tepelne odolná. Keď sú splnené všetky podmienky, urobíme z nich vinutie troch zákrut.
Nastavenie zostaveného zariadenia sa zníži na odstupňovanie stupnice variabilného odporu, ktorý reguluje čas impulzu.
Pred začatím zvárania odporúčame experimentálne nastaviť optimálny čas impulzu. Ak je trvanie nadmerné, diely sa spália a ak je to potrebné, pevnosť spoja bude nespoľahlivá.
Ako už bolo uvedené vyššie, zariadenie je schopné vytvárať zvárací elektrický prúd so silou až 2 000 A, ktorý umožňuje zváranie oceľového drôtu Ø3 mm alebo oceľového plechu, ktorého hrúbka nepresahuje 1,1 mm.
Váš vlastný zvárací stroj sa na farme vždy bude hodiť, aj keď len zriedka, ale niekedy je veľmi potrebný a niekedy to bez neho nejde. Zvlášť ak ste zvyknutí vyrábať niečo sami. Preto si urobte svojpomocný mikrozvárač, vyrobený zo šrotu a slúžil svojmu času domáce prístroje- práve to, čo potrebujeme.
Nebudeme zvažovať možnosť nákupu továrenského zváracieho stroja, pretože to bude vyžadovať peniaze, ale okamžite pôjdeme cestou výroby domáceho mini zvárania doma. Existuje niekoľko celkom dostupných schém zváracích strojov na vlastnú výrobu, ale najjednoduchším a nákladovo najefektívnejším zariadením je kontaktné alebo bodové zváranie.
Aby nebolo pochýb o tom, prečo presne opíšeme možnosť ako, jasne za to určíme, že na to nepotrebujeme teoretické znalosti z kurzu elektrotechniky a majstrovské znalosti zámočníka. Všetko bude jednoduché, prehľadné a prístupné.
Príprava
Hlavnou súčasťou všetkých elektrických zváracích strojov je silový transformátor (ak neberiete do úvahy moderné elektronické zváracie zariadenia, nazývané tiež invertory). Preto ho v prvom rade musíme odniekiaľ vziať a najvhodnejšou a najdostupnejšou možnosťou bude stará rozbitá mikrovlnná rúra. A čím je väčšia, tým lepšie pre nás. Alebo skôr, čím silnejší bude jeho transformátor a tým silnejšie bude naše zváranie.
Ak chcete nájsť starú mikrovlnnú rúru, nie je problém ju nájsť tak, že ju nájdete buď u svojich najbližších známych (tých bohatších), alebo sa pozriete na bezplatné nástenky, kde ich často ponúkajú za nominálny poplatok . Z vnútra mikrovlnnej rúry nás bude zaujímať iba jeden detail - jedná sa o vysokonapäťový transformátor.
Tu okamžite určíme, bez toho, aby sme prešli do technických výpočtov, že kontaktné zváranie vyrobené z takého mikrovlnného transformátora bude schopné generovať zvárací prúd od 800 do 1 000 ampérov. Tento prúd stačí na zváranie kovových pásov až do hrúbky 2 mm, dokonca aj z nehrdzavejúcej ocele, čo je pri jednoduchom zváraní náročná úloha.
Príprava zváracieho transformátora
Mikrovlnný vysokonapäťový transformátor je oceľové jadro tvorené tenkými oceľovými platňami a dvoma vinutiami z medeného drôtu, ktoré sú v jeho vnútri. Potrebujeme vinutie, ktoré vyzerá menšie, považuje sa za primárne a bude navinuté z hrubšieho vodiča. Ďalšie vinutie (to, ktoré má väčšiu veľkosť) bude sekundárne a jednoducho ho nepotrebujeme. V prvom rade je potrebné ho demontovať z transformátora.
Aby ste to urobili, musíte rozobrať transformátor, alebo skôr jeho jadro, ktoré je vyrobené z oceľových dosiek, tesne stlačené a navzájom spojené dvoma tenkými zvárané švy... Tu musíme tieto zvary odrezať, na čo môžete použiť buď pílu na kov alebo brúsku s tenkým kruhom.
Mysli na to! Môžu existovať transformátory upevnené vonkajším plechovým plášťom a skrutkami. V takom prípade jednoducho odskrutkujte skrutkové spoje a opatrne otvorte kryt. Všetko, problémy s ďalšou demontážou, by nemali vzniknúť.
Túto operáciu na demontáž transformátora vykonajte veľmi opatrne, pretože stále potrebujeme primárne vinutie, preto ho v žiadnom prípade pri vyberaní neohýbajte ani nepoškriabajte. Ale nestojíme na obrade so sekundárnym vinutím, dá sa to po častiach rozrezať a vytiahnuť kladivom a dlátom, bude to oveľa jednoduchšie.
Výsledkom je úplné a nepoškodené primárne vinutie transformátora a jeho oceľového jadra v dvoch oddelených častiach.
Ďalej navíjame sekundárne vinutie nášho budúceho zváracieho transformátora. Tu ešte musíme kúpiť kus nového medeného drôtu v izolácii s prierezom 50 mm2 alebo asi 8 mm v priemere. Aby sme to urobili, vezmeme to a obalíme ho okolo centrálneho magnetického jadra v tvare W, pričom urobíme dve plné otáčky. Celkovo potrebujeme taký medený drôt, berúc do úvahy výstup na zváracie kontakty asi 50 cm, jedinou podmienkou je, že vinutie musí byť vyrobené tak, aby bolo stredom vodiča.
Potom zostavíme transformátor, pričom primárne vinutie by malo zostať na svojom mieste a namiesto sekundárneho by malo byť umiestnené naše nové vinutie z medeného drôtu. Dve časti jadra upevníme bežnou dvojzložkovou epoxidovou živicou a celú konštrukciu upneme na jeden deň do zámočníckeho zveráka. Po zaschnutí epoxidu je transformátor úplne pripravený na použitie. Foto
Zostavenie konštrukcie
Po vykonaní overovacích meraní jednoduchým testerom pri pripojení primárneho vinutia k sieti 220 V máme na sekundárnom vinutí napätie asi 2 V, ale s elektrickým prúdom asi 800 A (toto sa nemeria, ale počíta sa) - tu sa hlásime o slovo). Táto prúdová pevnosť je viac ako dostatočná na to, aby sa vytvoril pevný zvarový spoj medzi dvoma kovovými doskami.
Teraz robíme telo. Na tento účel môžete použiť akékoľvek materiály, napríklad drevo, preglejku, listy z odolného plastu alebo pozinkovaný plech. Hlavnou vecou je umiestniť samotný transformátor a spodný kontakt na pevný základ, pretože jednou z podmienok je silný kontakt zváracích elektród s povrchom, ktorý sa má zvárať, čo je zase možné pri použití veľkých sily.
Zostáva urobiť zváracie kontakty a mechanická časť nášho zváracieho stroja bude dokončená. Jeden z kontaktov bude v spodnej časti a bude nehybný, takže je lepšie vyrobiť jeho základňu z drevenej tyče dlhej 30 cm, takže bude jednoduchšie ju pripevniť k základni. Na koniec tyče pomocou vyrobenej konzoly pripevníme zváraciu elektródu, ku ktorej pripojíme jeden z drôtov silového vinutia transformátora.
Zváracie elektródy pre mikrozváranie môžu byť vyrobené ručne z medenej tyče s prierezom 5 až 10 mm v priemere, pričom v mieste kontaktu so zváraným povrchom sa na konci mierne naostrí. Na odporové zváranie zo zliatiny berýlia a bronzu s prísadami zirkónu je samozrejme lepšie použiť volfrámové tyče alebo špeciálne elektródy.
Horný kontakt vyrábame vo forme páky. Na to môžete použiť aj drevený blok alebo nie príliš masívny kovový profil vo forme rúrky s malým priemerom. Jediná vec je, že na kovovej páke bude konštrukcia upevnenia zváracej elektródy komplikovanejšia, pretože bude tiež potrebné izolovať. Na spodnej časti páky pohyblivého kontaktu zaistite pružinu, aby bola páka v normálnom stave neustále v hornej polohe. Na tento účel môžete použiť oceľovú pružinu alebo gumičku.
Na konci dokončíme elektrický obvod mini zváračky pripojením vodiča so štandardnou zástrčkou pre sieť 220 V na konce primárneho vinutia nášho výkonového transformátora a je nevyhnutné zabezpečiť spínač 220 V. Pre toto, starý drôt z mikrovlnnej rúry a akýkoľvek spínač určený pre napätie 220 V a prúd 5 A, je lepšie, ak ide o mikrospínač push-type (mikrik).
Dôležité! Nezabudnite všetko dobre izolovať elektrické prípojky a kontakty.
To je všetko, vaša vlastnoručne vyrobená mini zváračka na letné sídlo alebo doma je pripravená a ako sa ukázalo, urobiť si ju sám nie je také ťažké. Teraz môžete bezpečne zvárať malé ploché diely z rôznych kovov, ale na to budete musieť trénovať a získať praktické zručnosti.
A tiež si môžete pozrieť video o tom, ako vytvoriť kontaktné bodové zváranie vlastnými rukami a ako ho môžete použiť.
V praxi akéhokoľvek majiteľa je dosť často potrebné spájať kovové časti. Jednou z takýchto metód pripojenia je zváranie. Ale čo keď neexistuje žiadny zvárací stroj? Samozrejme si ho môžete kúpiť, ale najjednoduchšie zariadenie si môžete vyrobiť aj sami, a to takmer za pol hodinu.
Prológ
Najjednoduchší prototyp zváracieho stroja - projektor s elektrickým oblúkom - sa používal v polovici dvadsiateho storočia vo filmových štúdiách pri filmovaní filmov.
Doma je možné vyrobiť jednoduchý vzácny domáci zvárací stroj z 200 W autotransformátora. (Približný diagram autotransformátora je znázornený na obrázku). Výstupné napätie je regulované preskupením zástrčky televízora do zásuviek.
Na sekundárnom vinutí transformátora je potrebné nájsť dve svorky, na ktorých bude napätie asi 40 V. Zostáva pripojiť grafitové elektródy k týmto svorkám a zvárací stroj je pripravený! Je pravda, že je potrebné mať na pamäti, že pri použití takéhoto autotransformátora na účely zvárania je žiaduce dobre poznať základy elektrickej bezpečnosti, pretože nie je zaistené galvanické oddelenie od siete.
Rozsah takéhoto domáceho zváracieho stroja je dosť široký: od zvárania kovových výrobkov po tvrdnutie pracovných povrchov nástroja.
Príklady použitia voltaického oblúka
V praxi rádioamatérov z času na čas existuje potreba zvárania alebo veľmi silného zahrievania malých častí. V takýchto prípadoch nie je potrebné používať seriózny zvárací stroj, pretože na výrobu vysokoteplotnej plazmy nie je potrebné mať špeciálne vybavenie.
Uvažujme o niekoľkých príkladoch praktickej aplikácie voltaického oblúka.
Zváranie magnetrónového vlákna s napájacími koľajnicami
V tomto prípade je zváranie jednoducho nevyhnutné, aj keď mnohí, keď čelia takýmto ťažkostiam, magnetrón nahradia. Najčastejšie však existujú iba dve poruchy: žiara je v bode (položka 1) prerušená a priechodné kondenzátory (položka 2) zlyhajú v dôsledku poruchy.
Na obrázku je magnetrón z mikrovlnnej rúry Kenwood, ktorý je po oprave v prevádzke viac ako dvadsať rokov.
Výroba termočlánku je samozrejme úplne beznádejná vec, ale stáva sa, že v prípade rozbitia „gule“ je potrebné ho opraviť. Tieto termočlánky sa spravidla nachádzajú v multimetroch, ktoré majú režim merania teploty.
Ak je potrebné zmeniť tvar pružiny alebo urobiť dieru, treba vziať do úvahy, že vytvrdená pružina je príliš tvrdá na vŕtanie a príliš krehká na dierovanie otvoru dierovačom.
A v prípade kalenia oceľového nástroja (vyrobeného z nástrojovej ocele) stačí pracovnú plochu zahriať na karmínovú farbu a ochladiť v kúpeli strojovým olejom. Na obrázku je zatvrdnutý hrot skrutkovača po mechanické spracovanie pracovná hrana.
Malé zváracie práce je možné vykonať pomocou transformátora s výkonom 200 wattov a výstupným napätím v rozmedzí 30 až 50 voltov. V tomto prípade by zvárací prúd mal byť 10-12 ampérov. Nie je potrebné sa obávať prehriatia transformátora, pretože horenie oblúka je krátkodobé.
Vhodný je tiež konvenčný laboratórny autotransformátor LATR so silou prúdu 9 ampérov alebo viac. Musí sa však vziať do úvahy celý stupeň nebezpečenstva, pretože neexistuje galvanické oddelenie od siete.
Aby sa zabránilo poškodeniu grafitového valca kolektora prúdu LATR, odporúča sa zaviesť obmedzenia vstupného prúdu pomocou tavnej vložky (poistky). Potom už náhodný skrat v obvode elektródy nie je desivý.
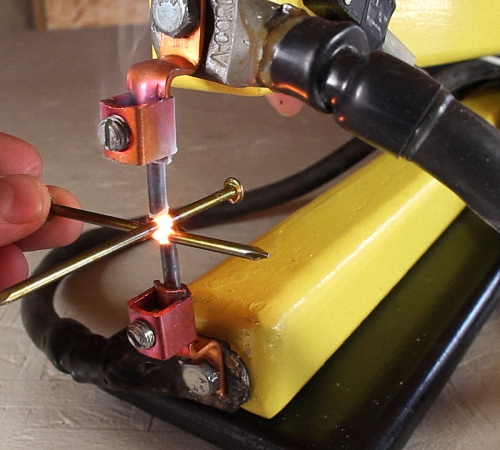
Elektródami môžu byť akékoľvek grafitové tyčinky jednoduchých ceruziek (najlepšie mäkkých).
Kovová časť svorkovnice elektrického vedenia sa používa ako držiak elektródy.
Tento obrázok ukazuje príklad držiaka používajúceho svorkovnicu, pričom jeden otvor slúži na pripevnenie držadla a druhý na upnutie elektródy v svorkovnici.
Aby sa zabránilo roztaveniu jednorazovej striekačky (položka 3) pri zahrievaní svorkovnice (položka 1), používajú sa podložky zo sklenených vlákien (položka 2). A na štandardné pripojenie na kábel môžete použiť štandardnú zásuvku zariadenia (položka 4).
Schéma pripojenia je teda celkom jednoduchá: jedna svorka sekundárneho vinutia je pripojená k držiaku a druhá svorka je pripojená k zváranej časti.
Existuje ďalšia možnosť pripevnenia držiaka elektródy pomocou elektrickej svorky. Druhý držiak bude potrebný v prípade zvárania kovových výrobkov s rovnakou teplotou topenia alebo v prípade potreby na zahriatie kovový výrobok(tvrdnutie, zmena tvaru).
Schéma zapojenia na pripojenie dvoch grafitových elektród k sekundárnemu vinutiu transformátora.
Na záchranu očí pred popáleninami a iskrami rohovky nebude stačiť tmavé okuliare kvôli nízkej hustote svetelných filtrov. Môžete urobiť také zariadenie: ako štít môže byť rám binokulárnych okuliarov s odstránenými šošovkami; filter je zaistený kancelárskou sponou. Alebo môžete použiť okuliare používané v technológii SMD.
V prípade zvárania medi s nichrómom alebo oceľou budete potrebovať tavidlo. Keď sa k tetraboritanu sodnému (boraxu) alebo kyseline boritej pridá malé množstvo vody, získa sa kaša, ktorá zváracie miesta maže.
Materiály na prípravu taviva je možné bežne nájsť v železiarstve. Môžete tiež použiť prostriedok na ničenie hmyzu borax obsahujúci kyselinu boritú.
Schéma pripojenia analógovej CCTV kamery k televízoru, počítaču
Mať vlastný zvárací stroj je snom každého domáceho majstra. Navyše to nemusí byť objemný blok s hmotnosťou 20-30 kg. Nemusíte variť garážovú bránu každý deň, však?
Pri domácich zámočníckych prácach je spravidla najobľúbenejšie bodové zváranie.
Existujú pripravené vzorky zváracie stroje, ale ich náklady sú pre rozpočet domácnosti príliš vysoké. Na pravidelné zváranie malých častí je možné kompaktný bodový stroj vyrobiť vlastnými rukami zo starej mikrovlnnej rúry.
Takéto zariadenie samozrejme nemôže zvárať vodovodnú rúrku alebo roh s hrúbkou 4 mm. Vykonajte však drobné opravy karosérie v aute alebo ich zostavte kovová konštrukcia z plechu - jednoducho.
Sú to stroje na bodové zváranie, ktoré sa používajú na dopravníkoch automobilových závodov pri montáži karosérie. Kovové rámy pre domáce spotrebiče ( práčky, chladničky a ďalšie) sú tiež zvárané pomocou podobných elektrických spotrebičov.
Video príklad výroby malého zváracieho stroja zo starej mikrovlnnej rúry
Princíp činnosti zariadenia na bodové zváranie
Na zahriatie kovu na teplotu tavenia je potrebný veľký prúd, stovky ampérov. Na veľkosti napätia nezáleží, preto sa na záchranu bezpečnosti drôtov a práce zvyčajne používajú 2-3 volty.
V tomto videu sa môžete dozvedieť o princípoch bodového zvárania:
Experimentovať so súčasnou silou nemá zmysel. Všetky popísané možnosti prešli opakovanými testami a nemôžete strácať čas výpočtami. Výkon je zvolený na základe hrúbky zváraného kovu.
- plechy do 1 mm - výkon 1 kW;
- plechy do 1,8 mm - výkon 2 kW;
- plechy do 3 mm - výkon 5 kW.
Primárne vinutie zváracieho stroja sa vypočíta podľa celkového výkonu zariadenia. Pokiaľ samovýroba transformátor je problematické a nákladné podnikanie, môžete použiť hotový dizajn.

Najlepšia možnosť - výkonový transformátor zo starej mikrovlnnej rúry. Elektrický obvod funguje podľa nasledujúceho princípu:
- Na prevádzku magnetrónu (vyžarujúceho prvku pece) je potrebné napätie niekoľko tisíc voltov, pričom na prúde nezáleží;
- Výkon na primárnom a sekundárnom vinutí transformátora je rovnaký, preto so zvýšením počtu závitov na sekundárnom vinutí napätie stúpa v rovnakom pomere za cenu strát v sile prúdu;
- Transformátory do mikrovlnnej rúry sú dimenzované na výkon do 3 kW. Táto hodnota je dostatočná na výrobu bodovej zváračky.
Požadované náhradné diely je možné zakúpiť na rádiovom trhu, v servisné strediská na opravu domácich spotrebičov, alebo si len kúpte chybnú mikrovlnnú rúru v reklame za symbolickú cenu.
Sekundárne vinutia zvyčajne vyhoria (kvôli tenšiemu drôtu), takže šanca na kúpu transformátora s fungujúcim primárnym je pomerne vysoká.
Sila prúdu až 1 000 ampérov (pri výkone 3 kW a napätí na sekundárnom vinutí 2 volty) vám umožní ľahko roztaviť kov v mieste kontaktu, čím zaistíte spoľahlivé bodové zváranie.




