Názov kovového vlákna. Reliéfne vyrezávanie: od základných zručností po sebavedomú techniku. Metrický kužeľový, MK
Akýkoľvek dizajn sa jednoducho nezaobíde bez závitového pripojenia. Nite, ktorých typy sa používajú v najrôznejších priemyselných odvetviach, sú dnes jedným z najlepších spojovacích materiálov. Jeho vzhľad pripomína závity špirály nakreslenej na cylindrickej alebo kužeľovej osi. Takéto spojenie sa používa v skrutkových prevodoch, považuje sa za najdôležitejší prvok upevňovacieho prvku.
Funkčný účel vlákna
GOST 2.331-68 poskytuje presnú definíciu. Ide o povrch, na ktorom majú hrebene a doliny určitý profil. Špirála sa aplikuje na vonkajší povrch rotujúcich častí. Hlavný berie sa do úvahy účel závitového povrchu:
- Upevnenie dielov a ich následné držanie v určitej vzdialenosti.
- Obmedzenie posunu dielov rôznych prevedení.
- Vytvorenie tesného spojenia.
Strojoví inžinieri veľmi dobre vedia, čo sú vlákna, druh špirály, ktorý sa má použiť na vytvorenie silného spojenia. Početné typy špirál umožňujú vytvárať veľmi pevné štruktúry, pozostávajúce z rôznych častí. Dnes známy nasledujúce typy rezbárske práce:
- Valcový závit. Reže do akéhokoľvek valcového povrchu.
- Kónický. Povrch obrobku musí byť zúžený.
- Správny. Cievka je nasmerovaná v smere pohybu hodinových ručičiek.
- Vľavo. Smer otáčania je opačný ako v smere hodinových ručičiek.
Závitové pripojenie je rozdelené do niekoľkých kategórií.:
- Vytváranie spojovacích prvkov pomocou tvaroviek (čapy, skrutky, matice).
- Vytvorenie spojenia konštrukcií bez použitia ďalších spojovacích prvkov. Napríklad pripojenie potrubí pomocou spojky.
Trieda závitu je určená jeho stúpaním. Môže byť štandardný alebo malý. Najpopulárnejší je malý krok. Používa sa na všetky diely s priemerom väčším ako 20 mm.
Vďaka minimálnej vôli medzi drážkami špirály sa získa spojenie, ktoré nemá schopnosť samovoľného odskrutkovania.
Pozitívne a negatívne vlastnosti
Závitové spojenia sú rozšírené kvôli veľkému počtu výkonnostných vlastností. Najdôležitejšie sú:

So všetkým pozitívne vlastnostišpirála má množstvo charakteristických nevýhod. Zaťaženie je nerovnomerne rozložené. Prvá zákruta je vystavená 50% celkového tlaku.
V prípade častého rozoberania sa povrch špirály rýchlo opotrebuje. Vibračné zaťaženie môže spôsobiť samovoľné uvoľnenie.
Klasifikácia závitových spojov
Profil môže mať niekoľko typov. Roztrháva niť do určitých skupín, ktoré Používa sa na vytváranie rôznych spojení:
- palec
- Metrické.
- Rúra.
- Vytrvalý.
- Lichobežníkový.
- Okrúhly.
Najbežnejší je metrický závit vyrobený v súlade s GOST č. 9150−81. Profil je podobný rovnostrannému trojuholníku. Uhol sklonu je 60 stupňov. Rozstup otáčania sa vyrába v rozsahu: 0,25 - 6 mm. Priemer spojovacích prvkov: 1 - 600 mm.
Kužeľové závity majú kužeľ 1:16. Tento dizajn umožňuje vytvárať utesnené spoje bez použitia poistných matíc.
 Pre palcové závity neexistuje žiadna domáca norma. Profil takéhoto vlákna je vo forme trojuholníka. Uhol 55 stupňov. Počet otáčok na palec určuje rozstup profilu. Konštrukčná štandardizácia ovplyvňuje vonkajšie priemery 3/16″ - 4″ so závitom 3-28″.
Pre palcové závity neexistuje žiadna domáca norma. Profil takéhoto vlákna je vo forme trojuholníka. Uhol 55 stupňov. Počet otáčok na palec určuje rozstup profilu. Konštrukčná štandardizácia ovplyvňuje vonkajšie priemery 3/16″ - 4″ so závitom 3-28″.
Kužeľový palcový závit je vyrobený s kužeľom 1:16. Uhol profilu je 60 stupňov. Tento produkt vytvára vysokú tesnosť a bez inštalácie špeciálnych tesnení. Vhodné pre hydraulické systémy, ako aj potrubia s malým priemerom.
Valcový potrubný závit GOST 6357–81 sa používa ako súčasný spojovací prvok a tesnenie. Tvar profilu je vyrobený vo forme rovnoramenného trojuholníka s uhlom sklonu 55 stupňov. Pre dosiahnutie vysokej tesnosti má profil zaoblené horné hrany. Aby sa nepoškodili steny konštrukcie, takýto závit má znížené stúpanie. Používa sa vo vykurovacích systémoch, pri vytváraní vodovodných potrubí.
Trapézové závity sú vyrábané v súlade s GOST 9481 - 81. Používa sa v spojovacích materiáloch so skrutkami a maticami. Vzhľad profilu pripomína rovnostranný lichobežník s uhlom sklonu 30 stupňov. V závitovkových prevodoch sa uhol zväčšuje na 40 stupňov. Používa sa na upevnenie dielov s priemerom 10-640 mm.
Prítlačný závit je štandardizovaný podľa GOST 24737−81. Používa sa v spojovacích materiáloch, ktoré sú počas prevádzky vystavené silným axiálnym zaťaženiam smerovaným v určitom smere. Profil má tvar všestranného lichobežníka. Jedna tvár je naklonená pod uhlom 3 stupňov a opačná je pod uhlom 30 stupňov. Tento závit spája diely s priemerom 10-600 mm. Rozstup profilu je v rozmedzí 2-25 mm.
Okrúhly závit GOST 6042–83 je vytvorený spojovacími oblúkmi. Uhol sklonu medzi nimi je 30 stupňov. Za hlavnú výhodu tejto konfigurácie sa považuje vysoká odolnosť voči zvýšenému opotrebovaniu. Preto sa široko používa pri vytváraní potrubného systému.
Klasifikácia závitov
stôl 1
Typ vlákna | Profil vlákna (niektoré parametre) | Podmienený obrázok vlákna | Štandardné | Príklady označenia | Príklady označenia závitového spojenia |
|
Metrické |
|
|
|
|
||
Metrické kužeľové |
|
|
|
|
|
|
Rúrkový valcový |
|
|
|
|
|
|
Rúrkový kužeľový |
|
|
|
|
|
|
Kónický palec |
|
|
|
|||
Lichobežníkový |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
||
Obdĺžnikový |
|
|

































1.1 Metrický závit
Metrický závit (pozri tabuľku 1.2.1) je hlavným typom upevňovacieho závitu. Profil závitu je stanovený podľa GOST 9150–81 a je rovnostranným trojuholníkom s uhlom profilu b = 60 °. Profil závitu na tyči sa líši od profilu závitu v otvore veľkosťou tuposti jeho vrcholov a úžľabí. Hlavné parametre metrických závitov sú: menovitý priemer - d (D) a stúpanie závitu - P, stanovené GOST 8724–81.
Podľa GOST 8724–81 každá menovitá veľkosť závitu s veľkým stúpaním zodpovedá niekoľkým malým krokom. Jemné závity sa používajú v tenkostenných spojoch na zvýšenie ich tesnosti, na nastavovanie v prístrojoch jemnej mechaniky a optiky, aby sa zvýšila odolnosť dielov proti samovoľnému vyskrutkovaniu. Ak priemery a stúpania závitov nevyhovujú funkčným a konštrukčným požiadavkám, bol zavedený ST SEV 183–75 „Metrický závit na výrobu nástrojov“. Ak niekoľko krokov zodpovedá rovnakému priemeru, potom sa najprv použijú veľké kroky. Priemery a stúpania závitov uvedené v zátvorkách nie sú použiteľné, ak je to možné.
V prípade použitia kužeľového metrického závitu (pozri tabuľku 1.2.1) s kužeľom 1:16, profil závitu, priemery, stupne a základné rozmery stanovuje GOST 25229–82. Pri spájaní vonkajšieho kužeľového závitu s vnútorným valcovým závitom podľa GOST 9150-81 je potrebné zabezpečiť naskrutkovanie vonkajšieho kužeľového závitu do hĺbky minimálne 0,8.
1,2 palcový závit
V súčasnosti neexistuje žiadna norma upravujúca hlavné rozmery palcového závitu. Predtým existujúci OST NKTP 1260 bol zrušený a používanie palcových závitov v nových dizajnoch nie je povolené.
Palcový závit sa používa pri opravách zariadení, pretože sú v prevádzke diely s palcovým závitom. Hlavné parametre palcového závitu: vonkajší priemer, vyjadrený v palcoch, a počet krokov na palec dĺžky rezanej časti dielu.
1.3 Paralelný závit potrubia
V súlade s GOST 6367–81 má valcový rúrkový závit palcový profil závitu, to znamená rovnoramenný trojuholník s vrcholovým uhlom rovným 55 ° (pozri tabuľku 1.2.1).
Závit je normalizovaný pre priemery od "do 6" s počtom krokov z od 28 do 11. Menovitá veľkosť závitu sa konvenčne vzťahuje na vnútorný priemer rúry (k veľkosti menovitého otvoru). Takže závit s menovitým priemerom 1 mm má menovitý priemer otvoru 25 mm a vonkajší priemer 33,249 mm.
Potrubné závity sa používajú na spojenie rúrok, ako aj tenkostenných valcových častí. Tento druh profilu (55°) sa odporúča pri zvýšených požiadavkách na hustotu (nepriepustnosť) potrubných spojov. Rúrkové závity sa používajú pri spájaní valcového závitu spojky s kužeľovým závitom rúr, pretože v tomto prípade nie sú potrebné rôzne tesnenia.
1,5 Rúrkový kužeľový závit
Parametre a rozmery kužeľového rúrkového závitu určuje GOST 6211–81, podľa ktorého profil závitu zodpovedá profilu palcového závitu (pozri tabuľku 1.2.1). Závit je normalizovaný pre priemery od 1/16 "do 6" (v hlavnej rovine rozmery závitu zodpovedajú rozmerom valcového rúrkového závitu).
Závity sa režú na kužeľ s uhlom kužeľa φ / 2 = 1° 47 "24" (ako pre metrické kužeľové závity), čo zodpovedá kužeľovitosti 1:16.
Závit sa používa na závitové spoje palivových, olejových, vodných a vzduchových potrubí strojov a obrábacích strojov.
1.6 Lichobežníkový závit
Lichobežníkový závit má tvar rovnoramenného lichobežníka s uhlom medzi stranami rovným 30° (pozri tabuľku 1.2.1). Hlavné rozmery priemerov a stúpania lichobežníkového jednochodého závitu pre priemery od 10 do 640 mm sú stanovené GOST 9481–81. Lichobežníkový závit sa používa na konverziu na translačný závit pri výraznom zaťažení a môže byť jedno- a viacchodý (GOST 24738–81 a 24739–81), ako aj pravý a ľavý.
1.7 Zastavenie vlákna
Prítlačný závit, štandardizovaný podľa GOST 24737-81, má nerovnaký lichobežníkový profil, ktorého jedna zo strán je naklonená k vertikále pod uhlom 3 °, tj pracovná strana profilu, a druhá - pri uhol 30° (pozri tabuľku 1.2.1) ... Tvar profilu a hodnota priemerov stupňov pre jednorazový závit je stanovená normou GOST 10177–82. Závit je normalizovaný pre priemery od 10 do 600 mm so stúpaním 2 až 24 mm a používa sa pre veľké jednostranné sily pôsobiace v axiálnom smere.
1.8 Okrúhly závit
Okrúhle závity sú štandardizované. Okrúhly profil závitu tvoria oblúky navzájom prepojené úsekmi priamky. Uhol medzi stranami profilu je b = 30 ° (pozri tabuľku 1.2.1). Niť sa používa v obmedzenom rozsahu: pre armatúry, v niektorých prípadoch pre háky žeriavov, ako aj v podmienkach vystavenia agresívnemu prostrediu.
1.9 Obdĺžnikový závit
Obdĺžnikové závity (pozri tabuľku 1.2.1) nie sú štandardizované, pretože spolu s výhodami vyššej účinnosti ako trapézové závity sú menej odolné a náročnejšie na výrobu. Používa sa pri výrobe skrutiek, zdvihákov a vodiacich skrutiek.
Závitové frézy a hrebene
Závitové frézy sa používajú na rezanie všetkých typov závitov a majú tieto výhody: jednoduchosť dizajnu, vyrobiteľnosť a všestrannosť. Posledná výhoda spočíva v tom, že tou istou frézou je možné rezať vonkajšie aj vnútorné závity rôznych priemerov a stúpaní na valcových a kužeľových plochách.
Závitové frézy pracujú podľa spôsobu kopírovania, takže profil ich rezných hrán musí zodpovedať profilu koreňa rezaného závitu. Na zvýšenie produktivity sa niekedy používa aj schéma rezania generátora.
Odstránenie prídavku v procese závitovania sa vykonáva v podmienkach voľného rezania s veľkým stupňom deformácie odoberaného materiálu. V tomto prípade sa tvorba nite vykonáva spravidla v niekoľkých priechodoch s malými časťami odrezaných triesok. V tomto ohľade je produktivita procesu závitovania nízka, preto sa závitovacie nástroje používajú hlavne v jednorazovej a malosériovej výrobe.
Ako tvarovaný nástroj môžu byť závitové frézy troch typov: tyčové, prizmatické a okrúhle.
Na obr. 1 sú znázornené typické konštrukcie tyčových závitových fréz:
- jeden kus rýchloreznej ocele; s tvrdokovovou platňou; s mechanickým upevnením špeciálnej tvarovej tvrdokovovej doštičky používanej na rezanie vonkajších a vnútorných závitov.

Ryža. 1. Typy rezačov závitových tyčí:
a - z rýchloreznej ocele; b - so spájkovanou karbidovou platňou; c - s mechanickým upevnením karbidovej platne.
Pri viacprechodovom rezaní ostrých uhlových závitov frézami je možné vytváranie profilu závitu realizovať podľa troch schém (obr. 2): a) profil - s radiálnym posuvom frézy; b) generátor - s posuvom frézy pod uhlom k osi obrobku; c) kombinované, pozostávajúce z uhlového posuvu na hrubovanie a radiálneho posuvu - na dokončovacie (dokončovacie) spracovanie.
Výhodou obvodu generátora je zvýšenie hrúbky rezanej vrstvy pri jednom prechode 2-krát, čo poskytuje zodpovedajúce zníženie prechodov. Pravá hrana v tomto prípade pôsobí ako pomocná hrana, pričom na obrábanej ploche zanecháva kroky. Táto nevýhoda umožňuje opraviť použitie kombinovanej schémy.

Ryža. 2. Strihacie vzory používané na rezanie závitov:
a - profil; b - generátor;
в - kombinované; g - na rezanie trapézových závitov
Pri rezaní závitov s hlbokým profilom, napríklad lichobežníkových závitov, sa vytváranie závitov v predbežných operáciách vykonáva pomocou fréz s odlišným profilom rezných hrán, ako je znázornené na obr. 2, d.
Hriadeľové frézy majú väčšinou malú rezervu na prebrúsenie a ich montáž voči obrobku je spojená s určitými ťažkosťami, ktoré nevznikajú pri použití tvarových prizmatických a okrúhlych závitových fréz.
Hrebene (obr. 3) sú viaczávitové tvarové frézy, ktoré môžu byť tyčové, hranolové, okrúhle. Používajú sa hlavne na rezanie upevňovacích závitov s jemným stúpaním, teda závitov s malou výškou profilu.
Ako je znázornené na obr. 3d, rezná časť matrice pozostáva zo vstupnej časti dĺžky l1 zaostrenej pod uhlom q k osi a kalibračnej časti l2.
kde P je stúpanie závitu.

Ryža. 3. Závitové matrice:
a - tyčový typ s mechanickým upevnením dosky z tvrdej zliatiny;
b - hranolový; c - okrúhly; g - pracovná časť hrebeňa
Na začiatku pracovného zdvihu má hrebeň radiálny prísuv a potom sa pohybuje pozdĺž osi rotujúceho obrobku s posuvom na otáčku rovným kroku.
Závitové frézy
V strojárskej praxi sa používajú tieto hlavné typy závitovacích fréz:
- hrebeň, kotúč, závitové hlavy.
Použitie frézovania namiesto sústruženia pri rezaní vonkajších a vnútorných závitov poskytuje výrazné zvýšenie produktivity vďaka:
1) použitie viaczubého nástroja s veľkou celkovou aktívnou dĺžkou rezných hrán pri súčasnom odstraňovaní triesok (hrebeňové frézy);
2) zvýšenie hrúbky rezu o jeden zub (kotúčové frézy);
3) zvýšenie reznej rýchlosti vybavením fréz tvrdou zliatinou (hlavy na závitovanie).
Hrebeňové frézy (obr. 4) sa používajú na rezanie ostrých vonkajších a vnútorných závitov s jemným stúpaním na valcových a kužeľových plochách obrobkov. V skutočnosti ide o sadu kotúčových fréz vyrobených v jednom kuse na jednom tele s profilom zubov zodpovedajúcim profilu závitu. Na vytvorenie zubov pozdĺž osi frézy sú rezané buď priame alebo špirálové drážky na triesky.
|
|
|
|
|

 a)
a)
 b)
b) v)
v)Ryža. 4. Rezačky hrebeňovej nite:
a - cylindrické tesnenie; b - valcový koniec; c - na rezanie kužeľových závitov.
Nevýhodou hrebeňových fréz je skreslenie uhla profilu rezaného závitu v dôsledku nesúladu trajektórie bodov rezných hrán frézy s krivkou závitu získanou v reze kolmom na os obrobku. .
Kotúčové rezačky sa používajú na rezanie závitov veľkých hĺbok, priemerov a dĺžok. Napríklad sa často používajú pri závitovaní červíkov, vodiacich skrutiek atď.

Obr. 5 Schéma inštalácie kotúčová rezačka ohľadom obrobku
Pri závitovaní je os tŕňa kotúčovej frézy nastavená pod uhlom φ k osi obrobku, ktorý sa rovná uhlu stúpania závitu na jeho strednom priemere (obr. 5). Fréza robí a obrobok rotačné a translačné pohyby pozdĺž svojej osi s posuvom na jednu otáčku, ktorá sa rovná stúpaniu závitu.
Závitníky sú široko používané v strojárstve na závitovanie otvorov v obrobkoch a sú veľmi rôznorodé v dizajne a geometrických parametroch.
Závitník je skrutka, ktorá sa zmenila na nástroj rezaním drážok a vytváraním hrabiek, hrabiek a iných uhlov na rezných zuboch. Je vybavený stopkou pre montáž na obrábací stroj alebo do kľúča. Rezná časť závitníka je najčastejšie vyrobená z rýchloreznej ocele, menej často z tvrdej zliatiny.
Rezné podmienky pri odstraňovaní triesok závitníkom sú veľmi náročné z dôvodu nevoľného rezu, vysokých rezných síl a trenia a sťažených podmienok na odvod triesok.
Výhody závitníkov sú: jednoduchosť a vyrobiteľnosť konštrukcie, schopnosť rezať závity vďaka samoposuvu, vysoká presnosť závitu, daná presnosťou výroby závitníkov.
Podľa dizajnu a použitia sú kohútiky rozdelené do nasledujúcich typov:
1) ručné (zámočnícke) - s ručným pohonom, vyrobené v súpravách dvoch alebo troch čísel;
2) strojovo-manuálne jednoduché alebo v sade dvoch čísel - s ručným alebo strojovým pohonom;
3) jeden stroj - s pohonom stroja;
4) matica - na závitovanie matíc na špeciálnych strojoch;
5) matrice - na rezanie a podľa toho kalibráciu závitov v závitových matriciach;
6) špeciálne - na rezanie závitov rôznych profilov: trapézové, okrúhle, perzistentné atď., Ako aj prefabrikované nastaviteľné, preťahovacie závitníky, kužeľové závitníky atď.
Hlavné časti kohútika (obr. 6) sú: rezné (nasávacie) a meracie časti, drážky triesok, počet pier a zubov, stopka s upevňovacími prvkami.
|
|

 b)
b)Ryža. 6. Kohútiky: a - hlavné prvky kohútika; b - fotografia kohútika.
Rezná časť závitníka vykonáva hlavnú prácu rezania materiálu, tvarovanie profilu rezaného závitu a odstraňovanie triesok z reznej zóny. Určuje presnosť závitu a životnosť závitníkov.
Matica je matica, ktorá bola premenená na rezný nástroj vŕtaním otvorov pre triesky a tvarovaním predných a zadných rohov na zuboch rezných čepelí.
Matrice sa používajú na rezanie vonkajších závitov svorníkov, skrutiek, svorníkov a iných spojovacích prvkov. Podľa tvaru vonkajšieho povrchu sú raznice: okrúhle, štvorcové, šesťhranné, rúrkové. Pre zámočnícke práce sú rezané a upínané do gombíkov.
Okrúhle raznice našli najširšie uplatnenie, keďže sú technologicky najpokročilejšie a ľahko sa používajú. Sú vyrobené z kalibrovaných rýchlorezných oceľových tyčí na automatických sústruhoch.
Na obr. 7 je znázornená konštrukcia kruhovej matrice a jej hlavné konštrukčné a geometrické parametre. Konštrukčné parametre: vonkajší priemer matrice D, hrúbka B, priemery otvorov na triesku dc a obvod ich stredov dc, šírka lúmenu c, šírka pierka b, minimálna hrúbka steny e. Geometrické parametre matrice: uhol čela r, zadný uhol b a uhol sacieho kužeľa c. Na vonkajšom povrchu matrice sú 3 alebo 4 kužeľové drážky s vrcholovým uhlom 90 ° na upevnenie do kľúča alebo krúžku. Na rovnakom povrchu matríc je vytvorená lichobežníková drážka s uhlom 60 °, ktorá tvorí most s hrúbkou m = 0,4 ... 1,5 mm, ktorý sa vyreže po dvoch alebo troch prebrúseniach matríc.
|
|
 a)
a) b)
b)Ryža. 7. Raznice: a - konštrukčné prvky kruhovej raznice, b - fotografia raznice
Otázky týkajúce sa abstraktu.
Vymenujte typy vlákien. Charakteristika metrických závitov. Charakteristické pre palcový závit. Charakteristika valcového potrubného závitu. Charakteristika kužeľových rúrkových závitov. Charakteristické pre lichobežníkové závity. Charakteristika závitového závitu. Charakteristické pre okrúhle nite. Charakteristické pre pravouhlé závity. Aplikácia závitových fréz. Definícia hrebeňov a ich aplikácia. Vymenujte typy rezačiek závitov. Určenie kohútika. Typy kohútikov. Definícia taniera.
Zoznam použitej literatúry.
, "Technológia exaktnej" - M., Vysoká škola, 1973. "Technológia strojárstva (odborná časť) - M., strojárstvo, 1973" Technológia strojárstva "- M., Vysoká škola, Moskva, 1967 Technológia strojárstva. - M., strojárstvo 1990
Drevorezba je v našej dobe úžasne krásny a veľmi obľúbený druh ručnej práce s drevom. Vyrezávané detaily interiéru dobývajú svojim veľkolepým vzhľadom a odrážajú bohaté národné tradície.

Kreatívni ľudia, ktorí jednoducho "svrbia" ruky, aby urobili niečo veľmi zaujímavé a užitočné, by mali venovať pozornosť rezbárstvu. Dievčatá a ženy si môžu myslieť, že je to len mužská záležitosť. A budú sa mýliť, pretože žien, ktoré vyrábajú drevorezby, nie je menej ako mužov.

O drevorezbe pre začiatočníkov
Na zdobenie vnútorného a vonkajšieho priestoru je možné použiť rôzne druhy rezbárstva a metódy realizácie plánu. Ak máte záujem o tento typ vyšívania, mali by ste pochopiť, že musíte ovládať metódy a techniky spracovania dreva, nákupu potrebné nástroje a zlepšiť svoje rezbárske zručnosti.
V modernom svete smartfónov a tabletov vyzerá drevený stojan zdobený drevorezbami veľmi originálne.


Zručne vykonaná rezba vo forme jednoduchých a zdobených vzorov a ozdôb akoby oživovala svet a dodáva mu sofistikovanosť, šarm, zdôrazňuje vkus majiteľa luxusných vecí a talent majstra.





Diela najlepších majstrov rezbárov zdobia chrámy. Venujte pozornosť fotke ikonostasu horného kostola Spasiteľov obraz nevyrobený rukami, ktorý sa nachádza v Moskve, v kostole na príhovor Najsvätejšej Bohorodičky vo Fili.

Moderní majstri s jemnou chuťou vytvárajú skutočné majstrovské diela.

A to vďaka dokončovacím a ochranným technológiám hotový výrobok od ničivých účinkov plesní, hmyzu, tieto vyrezávané drevené remeslá slúžili ľuďom stovky rokov.
Pozrite si nádherné vyrezávané kusy nábytku:


Štýlové dvere:

Nádherné ručne vyrábané figúrky:


Veľmi často znalci zbierajú ručne vyrobené rezbárske práce. Nádherná šachová súprava hodná akejkoľvek zbierky.

Možno, že časom budú vaše majstrovské rezbárske diela starostlivo uchovávané zberateľmi alebo zdobením chrámov.
Druhy drevorezby
Zo všetkých druhov rezbárstva je veľmi zaujímavá prelamované alebo cez niť na strome, čo je vlastné určitej priehľadnosti, v ktorej ostane iba obrázok bez pozadia. Príkladom je horná niť - ide o ozdobu, ktorá sa po zhotovení majstrom pripevní na hotové pozadie.

Geometrický závit na drevo – Ide o typ rezbárstva, pri ktorom sa vzor vytvára pomocou mnohých jednoduchých geometrických tvarov (často pomocou kosoštvorca).

Orientálna rezba na dreve sa vyznačuje rozmarnými tvarmi. Egypt je kolískou orientálnych drevorezieb.


Reliéfne vyrezávanie na drevo. Pri tejto technike je obrázok umiestnený nad pozadím alebo na rovnakej úrovni s ním. Ide o vyrezávané panely rôznych tvarov s trojrozmerným obrázkom.

- Toto je plochá reliéfna rezba, ale vyznačuje sa množstvom vyrezávaných a tvarovaných dekorácií, rôznych kvetov, kučier, listov, postáv ľudí v neprirodzených pózach a fantastických fantastických zvierat.

Vznikla v obci Kudrino. Rakvy, vázy, riad, naberačky a predmety do domácnosti sa považujú za dobre známe produkty tohto typu rezbárstva. Hlavným prvkom je kvetinový ornament: rozety, kučery a vetvičky.

Objemové (sochárske) rezbárstvo skvelé na výrobu sôch, figurín zvierat a ľudí, hračiek. - poddruh objemovej nite. Toto je hlavný obchod v dedine Bogorodskoye v Moskovskej oblasti. Slávne hračky Bogorodsk sú figúrky zvierat a ľudí vyrobené z lipy a jelše.

Najčastejšie sa používal na výzdobu drevených škandinávskych kostolov. Drevorezbári zdobili cirkevné budovy zvnútra aj zvonka obrazmi bohov a rôznych zvierat.

- najjednoduchší a najzvláštnejší druh nite. Na rovnom pozadí majster vyreže drážky - drážky, ktoré tvoria vzor. Vyrezávané krajiny - obrazy krajiny na strome.


Všetky tieto typy rezbárstva sú skôr ľubovoľné. Každý majster si vyberie tú najvhodnejšiu s prihliadnutím na pracovné skúsenosti, kvalitu dreva a kreatívnu inšpiráciu.
Čo môže byť zdobené rezbami?
Najjednoduchšie schodisko sa mení, zdobené vyrezávanými zábradlím. Balustre- to sú kučeravé stĺpy vo forme stĺpov, štýlová a ušľachtilá výzdoba schodiska. Drevené stĺpiky vyzerajú organicky s točitým dreveným schodiskom.

Basreliéf. Iný názov pre „nízky reliéf“. Toto je sochársky obraz v rovine. Najčastejšie ide o postavy ľudí a zvierat. .

Výber nástrojov na rezbárstvo
Ako v každom podnikaní, rezbárstvo má svoje vlastné tajomstvá, nuansy, ktoré vám umožňujú odhaliť krásu dreva v nádhernom ornamente. Je potrebné vyzdvihnúť špeciálne nástroje na rezbárstvo a zásobiť sa potrebnými polotovarmi a náčrtmi na rezbárstvo, ktoré budú stelesnené vo forme kresieb, okrajov, čipiek alebo žánrových scén.
Základná súprava nástrojov
Na kvalitu rezacích nástrojov sú kladené veľmi vysoké nároky. Samozrejme, dôležitú úlohu zohráva remeselná zručnosť, no dobre zvolené a nabrúsené nástroje pomôžu váš nápad zrealizovať. Skúsení rezbári na prvý pohľad na nástroj povedia o jeho kvalite a začiatočníci sa v obchode z obrovského výberu strácajú.
Základná sada na rezbárstvo obsahuje:
- niekoľko nožov a sekáčov;
- ihly;
- Píly na kov;
- zlozvyk;
- brúsny papier;
- vŕtačka s niekoľkými typmi vrtákov;
- bary.

Nože by mali byť vyrobené iba z vysoko kvalitnej ocele. Pre kreativitu je lepšie ich kúpiť v špecializovaných predajniach. Aj keď v počiatočnom štádiu stačia len nabrúsené nože. Ako výborný štart poslúžia nože Tatyanka, Narex, Kogatana a iné.
Nie je potrebné vyberať drahý nástroj zahraničnej výroby, pretože domáce nástroje môžu byť rovnaké dobrá kvalita ale oveľa lacnejšie
Ako vaša zručnosť rastie, možno budete potrebovať sadu nástrojov, frézku, vŕtačku atď.

Dláta na vyrezávanie
Niekedy sa pri vyrezávaní dreva používa namiesto dláta nabrúsený skrutkovač alebo pilník.

Dláto ploché Je to dlhá tyč s plochou reznou hranou na konci. Veľmi často sa používa na prvotné spracovanie dreva.
Polkruhové dláto Je to jeden z najdôležitejších nástrojov pre prácu. Trochu sa líšia v stupni zaoblenia, to znamená, že sú stredné, okrúhle a šikmé.
Stále sa to stáva V-Tvarová verzia dlát... Môže sa hodiť pri geometrickej drevorezbe, ktorú vám predstavíme nižšie.
Pre začiatočníkov stačí malá súprava na rezbárstvo, ale kvalitná, aby si hneď zvykli správne pohyby a tlačiť.
V tomto videu úžasný majster A. Jurjev sa s nami podelil o to, aké nástroje si vybrať na vyrezávanie.
Ako sa chrániť pred zranením pri vyrezávaní dreva
Akýkoľvek nástroj majstra rezbára možno prirovnať k holiacemu strojčeku, preto pri práci s ním musíte prísne dodržiavať bezpečnostné opatrenia. Materiál musí byť umiestnený tak, aby bolo možné voľne pracovať s nožom alebo dlátom, s vylúčením možnosti zasiahnutia rúk ostrou hranou.
Miesto na prácu by malo byť pohodlné a čisté. Všetky momentálne nepotrebné nástroje by mali byť úhľadne zložené, pretože sú veľmi ostré a môžu spôsobiť zranenie.

Materiály pre prácu
Každý druh dreva na vyrezávanie má svoje pre a proti. Je ľahké pracovať s mäkkým drevom, ale môže tam byť aj veľa odpadu. Sú to osika, lipa, breza. Pre začiatočníkov je toto drevo najvhodnejšie.

Dub, buxus, mahagón sú drahšie a komplexnejšie drevo. Je tvrdý a odolný, preto sa z takéhoto dreva ťažko rúbe. Pri práci s takýmito druhmi dreva sa veľmi často vyskytujú problémy. Môže sa poškodiť nástroj alebo remeselník.
Skúsený drevorubač ľahko zvládne prácu s rôznymi druhmi drevín, vrátane borievky. No, pre začiatočníkov je lepšie použiť lacné materiály - smrek, borovica, hruška alebo breza.
Bez ohľadu na to, aké nástroje sa vyberú na rezbárstvo, je potrebné prísne dodržiavať bezpečnostné opatrenia!
Technológia geometrického vyrezávania
Geometrické rezbárstvo je považované za najjednoduchšie a ideálne pre začiatočníkov. Na vytvorenie koncipovaného vzoru musíte mať malú sadu nástrojov na rezbárstvo a jasne udržiavať vzor. Pre geometrický závit na dreve má veľký význam symetria a opakovanie. Dosahuje sa to nádhernou hrou svetla a tieňa.


Rezanie dosiek pomocou tejto techniky, drevené panely vyzerajú skvele v kuchyni.

Geometrický závit pozostáva z postupného rezania jednoduchých geometrických tvarov: obdĺžniky, trojuholníky, štvorce, kosoštvorce. Ale výsledkom je nádherný ornament, ktorý za rôznych svetelných podmienok vyzerá inak.
Postupnosť vykonávania každá drevorezba je takáto:
- Najprv sa z dreva vyrobí prírez (doska, paluba, prírez).
- Ďalej hrubé vyrovnanie povrchu obrobku, pri ktorom sú odstránené všetky chyby a drsnosť.
- Potom sa špeciálnymi frézami vytvorí dekoratívny reliéf.
- Po dokončení hlavného závitu konečná úprava - brúsenie, impregnácia, lakovanie, lakovanie.
Nepracujte s obrobkom na kolenách! Majster musí mať stôl, s ktorým bude pracovať.
Majstrovská trieda "Geometrické rezbárstvo na doske"

Nástroje... Na rezbárstvo budete potrebovať 2 nože: trojuholníkový nôž na rytie a nôž na perie, pravítko, kružidlo a ceruzku.

Trojuholníkový nôž je potrebný na rezanie trojuholníkových tvarov rôznych konfigurácií, ako aj na rezanie dlhých rovných čiar. Nôž na perie sa používa na rezanie dlhých čiar, ako je okvetný lístok alebo drážka. Rezbárske nože by mali byť ostré a pohodlné.
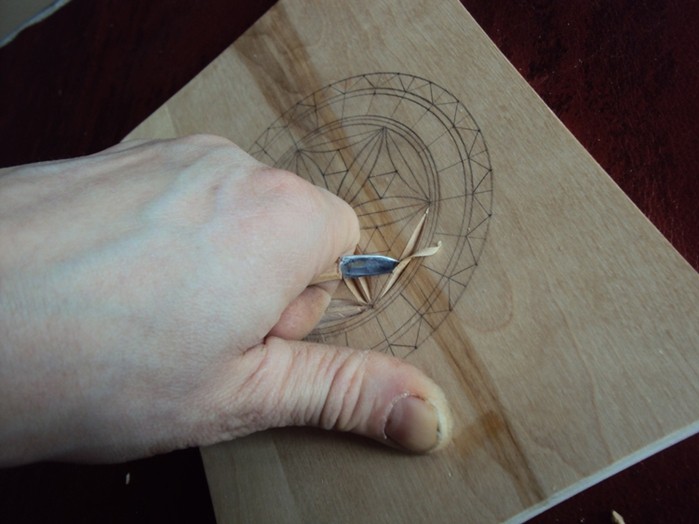
Prvý krok. Vzor načrtneme na dosku. Môže sa aplikovať pomocou kompasu a pravítka. Alebo si môžete vytlačiť vzory na vyrezávanie získané na internete a preniesť ich na pripravenú dosku na krájanie pomocou kópie.

Druhá fáza... Vystrihnite okvetné lístky. Používame nožové pierko.

Počas práce je palec pevne pritlačený k doske a ukazovák sa jemne dotýka dreva. To pomôže nastaviť hĺbku vstupu noža do povrchu a uhol sklonu. A palec vám pomôže plynule pohybovať čepeľou. Najprv narežte na jednu stranu pod uhlom, potom dosku otočte a narežte na druhej strane.
Ak sú hobliny skrútené v "strune" - nôž je dobrý, ostrý. Musí sa pravidelne brúsiť kúskom kože s pastou GOI.

Tretia etapa... Zaváracím nožom vyrežeme trojuholníky. S "pätou" pod uhlom 45 stupňov vyrežeme nôž do stromu bez toho, aby sme ho priviedli na okraje vzoru z troch strán. Drážky by mali byť spojené na všetkých stranách do tvaru pyramídy. Vypadnutý kúsok tvorí krásny trojuholník.




Štvrtá etapa.Čo sa nám nepodarilo odrezať, dôkladne očistiť, aby okraje boli časté a rovnomerné. Rovnakým princípom vyrežeme drážky a trojuholníky po obvode dosky.
Piata etapa... Všetko brúsime brúsnym papierom, spracovávame prírodnou impregnáciou. Všetko! Práca je hotová. Zdobíme kuchyňu užitočným a krásnym doska na krájanie s drevorezbou.
Výkresy pre drevorezbu
Fotografie, kresby a náčrty sú pre rezbárstvo nevyhnutnosťou. Veľký vzor na drevorezbu sa používa na rozmerové výrobky: na fasády domov, interiérové vyrezávanie kostolov, okná.
Pre interiérové predmety a nábytok používajú rezbári malé vzory, ktoré majster starostlivo vypracuje.
DOZVIETE SA
Ponúkame vám archív z. Vyberte, vytlačte, vytvorte.
Video majstrovské kurzy rezbárstva pre začiatočníkov
Samozrejme, drevorezba vyzerá obzvlášť pôsobivo na videu. kanál "RUČNÉ REZBA DO DREVA" ukazuje vlastnosti geometrického závitovania pre začiatočníkov.
Ženský pohľad na rezbárstvo. kanál tatiankacarving ukazuje nám, ako vyrobiť okvetné lístky a listy.
Konštantín Beljajev na svojom kanáli podrobne hovorí o frézach na rezbárstvo.
A v tomto videu Ivan Staviteľ ukazuje, ako vytvoriť vyvýšenú niť:
Boli by sme veľmi radi, keby vás tento článok inšpiroval k rezbárstvu!
Časti strojov, mechanizmov, zariadení, ako aj prístrojov a konštrukcií sú navzájom nejakým spôsobom spojené. Tieto spojenia fungujú rôzne funkcie, a sú rozdelené predovšetkým do dvoch typov: pohyblivé a pevné.
Pevné spojenie - spojenie častí, zabezpečujúce nemennosť ich vzájomnej polohy počas prevádzky. Napríklad zvárané spoje, spoje pomocou spojovacích prvkov atď. Pohyblivé spojenie je spojenie, v ktorom časti majú schopnosť vzájomne sa pohybovať v prevádzkovom stave. Napríklad zúbkované spojenie.
Pevné a pohyblivé spoje sa zasa delia na rozoberateľné a jednodielne v závislosti od možnosti demontáže spoja.
Jednodielne spojenie je spojenie, ktoré nemožno rozpojiť bez narušenia tvaru dielov alebo ich spojovacieho prvku. Napríklad spojenie je zvárané, spájkované, nitované atď.
Rozoberateľné spojenie - spojenie, ktoré je možné opakovane rozpojiť a pripojiť bez deformácie spájaných alebo spojovacích prvkov. Napríklad závitové spojenie so svorníkom, skrutkou, klinom, drážkou pre pero, ozubeným kolesom atď.
Tento článok je venovaný prehľadu závitových spojení, s ktorými sa často stretávate v každodennom živote.
Závitové spojenie - spájanie častí pomocou závitu. Každý vie, čo je vlákno, každý to videl. Mnohí tiež vedia, že vlákna sa navzájom líšia, pretože majú rôzne veľkosti, krok a pod. Málokto si však predstaví, ako sa to reguluje, a tiež, že pre nás neexistuje len bežný metrický valcový závit, ale aj mnohé jeho ďalšie typy.
1. Pojem vlákna
Závit je povrch vytvorený špirálovým pohybom plochého obrysu pozdĺž valcového alebo kužeľového povrchu, inými slovami špirála s konštantným stúpaním vytvorenej na tomto povrchu.
Obrázok 1 - Závit
Podľa účelu sa závity delia na upevňovacie (v pevnom spojení) a bežiace alebo kinematické (v pohyblivom spojení). Často majú upevňovacie nite druhú funkciu - utesnenie závitového spoja, zabezpečenie jeho tesnosti, takéto závity sa nazývajú upevňovacie a tesniace. Existujú aj špeciálne vlákna, ktoré majú špeciálny účel.
V závislosti od tvaru povrchu, na ktorom je závit rezaný, môže byť valcový alebo kužeľový.
V závislosti od umiestnenia povrchu môže byť závit vonkajší (vyrezaný na tyči) alebo vnútorný (vyrezaný v otvore).
V závislosti od tvaru profilu existujú trojuholníkové, lichobežníkové, obdĺžnikové, okrúhle a špeciálne závity.
Trojuholníkový závit sa delí na metrický, rúrkový, kužeľový palcový, lichobežníkový závit - na lichobežníkový, ťahový, ťahový zosilnený.
Podľa veľkosti kroku sa nite rozlišujú veľké, malé a špeciálne.
Podľa počtu spustení sú vlákna rozdelené na jednoduché a viacnásobné.
V smere skrutkovice sa rozlišuje pravý závit (závit sa reže v smere hodinových ručičiek) a ľavý závit (závit sa reže proti smeru hodinových ručičiek).
Na obrázku 2 je celá klasifikácia vlákien prezentovaná vo forme diagramu:

Obrázok 2 - Klasifikácia závitov
Okrem vyššie uvedenej klasifikácie sú všetky vlákna rozdelené do dvoch skupín: štandardné a neštandardné; pre štandardné vlákna sú všetky ich parametre určené GOST. Hlavné parametre vlákna určuje GOST 11708-82. Ide o takzvané štandardné vlákna na všeobecné použitie. Okrem nich existuje koncept špeciálneho vlákna. Špeciálne závity sú závity so štandardným profilom, ale odlišným od štandardné veľkosti priemer alebo stúpanie a závity s neštandardným profilom. Neštandardné závity - štvorcové a obdĺžnikové - sa vyrábajú podľa jednotlivých výkresov, na ktorých sú špecifikované všetky parametre závitu. (Viac podrobností nájdete v časti 5. Prevádzkový účel vlákna a jeho aplikácia).
3. Profily a parametre závitu
Závitové profily sa vyznačujú nasledujúcimi vlastnosťami:
. metrický závit má profil v tvare rovnostranného trojuholníka s vrcholovým uhlom 60°. Výčnelky a úžľabia závitu sú tupé (GOST 9150-2002).
Metrické závity sú valcové a kužeľové.

. potrubný závit má profil v tvare rovnoramenného trojuholníka s vrcholovým uhlom 55°. Rúrové závity môžu byť tiež valcové a kužeľové.


. kužeľový palcový závit má profil v tvare rovnostranného trojuholníka.

Palcový kužeľový závit
. okrúhly závit má polkruhový profil.

. trapézový závit má profil vo forme rovnoramenného lichobežníka s uhlom 30 ° medzi stranami.

. ťahový závit má profil nerovnomerného lichobežníka s uhlom sklonu pracovnej strany 3 ° a nepracovnej strany - 30 °.

. pravouhlý závit má obdĺžnikový profil. Vlákno nie je štandardizované.

Neštandardný pravouhlý závit
Parametre vlákna
Hlavné parametre vlákna sú:
Priemer závitu(d) je priemer povrchu, na ktorom sa vytvorí závit.

Obrázok 3 - Vonkajší priemer
Stúpanie závitu(P) je vzdialenosť pozdĺž priamky rovnobežnej s osou závitu medzi stredmi najbližšej strany závitu s rovnakým názvom, ktorý leží v rovnakej axiálnej rovine na jednej strane osi otáčania (GOST 11708-82).
Závitové vedenie(Рh) - relatívny axiálny pohyb závitovej časti za jednu otáčku (360 °), rovný súčinu nР, kde n je počet štartov závitu. Pri jednochodovom závite sa zdvih rovná stúpaniu. Závit tvorený pohybom jedného profilu sa nazýva jednochodový, vzniká pohybom dvoch, troch alebo viacerých rovnakých profilov, nazýva sa viacchodý (dvoj-, trojchodový atď.). Inými slovami, na skrutke a matici sa súčasne nevyreže jedna špirála, ale dve alebo tri. Viacnásobné závitovanie sa často používa vo vysoko presných zariadeniach, napríklad vo fotografických zariadeniach, aby sa jedinečne umiestnila poloha dielov pri vzájomnej rotácii. Takúto niť je možné odlíšiť od obvyklého pomocou dvoch alebo troch začiatkov závitov na konci.

Obrázok 4 - Stúpanie závitu a dráha závitu
Závit sa vyznačuje tromi priemermi: vonkajší d (D), vnútorný d1 (D1) a stredný d2 (D2). Priemery vonkajšieho závitu sú d, d1 a d2 a priemery vnútorného otvoru sú D, D1 a D2.

Obrázok 5 - Priemery závitov
- vonkajší (menovitý) priemer d (D) - priemer pomyselného valca opísaného okolo vrchov vonkajšieho (d) alebo žliabkov vnútorného závitu (D). Tento priemer je určujúci pre väčšinu závitov a je zahrnutý v označení závitu;
- stredný priemer d2 (D2) - priemer valca, ktorého tvoriaca čiara pretína profil závitu tak, že jeho segmenty vytvorené v priesečníku s drážkou sa rovnajú polovici menovitého stúpania závitu;
- vnútorný priemer d1 (D1,), priemer valca vpísaného do žliabkov vonkajšieho (d1,) alebo vrchu vnútorného závitu (D1).
Konštrukcia špirálovej plochy na výkrese je dlhý a zložitý proces, preto je na výkresoch výrobkov závit znázornený podmienečne v súlade s GOST 2.311-68.Na tyči je závit znázornený pevnou hlavnou čiary pozdĺž vonkajšieho priemeru a plné tenké čiary pozdĺž vnútorného priemeru.

Obrázok 6 - Príklad vyobrazenia závitu na tyči a v diere
4. Označenie závitu
Označenie závitu zvyčajne obsahuje písmenové označenie typu závitu a menovitého priemeru. Okrem toho môže označenie obsahovať stúpanie závitu (alebo TPI - počet závitov na palec - počet závitov na palec), počet štartov pre viacchodý závit, priemer otvoru pre závit, smer (vľavo, správny).
Metrický závit- so stúpaním a základnými parametrami závitu v milimetroch. Je široko používaný s menovitým priemerom 1 až 600 mm a stúpaním 0,25 až 6 mm. Metrický závit je hlavný upevňovací závit. Tento závit je jednochodý, prevažne pravostranný, s veľkým alebo malým stúpaním. Označenie metrického závitu obsahuje písmeno M a menovitý priemer závitu a neuvádza sa hrubé stúpanie: M5; M56. Pre závity s malým stúpaním uveďte dodatočne stúpanie závitu M5 × 0,5; M56 × 2. Na koniec symbolu ľavého vlákna sú umiestnené písmená LH, napríklad: М5LH; M56 × 2 LH. Označenie závitu udáva aj triedu presnosti: M5-6g.

Príklad označenia:
M 30 - metrický závit s vonkajším priemerom 30 mm a veľkým stúpaním závitu;
M 30 × 1,5 - metrický závit s vonkajším priemerom 30 mm, s jemným stúpaním 1,5 mm.
Hoci metrické závity nie sú široko používané v utesnených spojoch, takáto možnosť je stanovená v normách. Ide o metrické kužeľové a valcové závity.
Metrický kužeľový závit vykonávané s kužeľom 1:16 a menovitým priemerom 6 až 60 mm v súlade s GOST 25229-82 (ST SEV 304-76). Je určený na samotesniace kužeľové závitové spojenia, ako aj na spojenia vonkajšieho kužeľového závitu s vnútorným valcovým závitom s menovitým profilom v súlade s GOST 9150-2002. Označenie metrického kužeľového závitu zahŕňa typ závitu (písmená MK), menovitý priemer závitu, stúpanie závitu. Písmená LH sú umiestnené na konci symbolu ľavého vlákna.
Príklad označenia:
MK 30 × 2 LН - ľavý metrický kužeľový závit s vonkajším priemerom 30 mm, stúpanie závitu 2 mm.
Metrický rovný závit (s profilom)na báze metrických závitov (M) s menovitým priemerom 1,6 až 200 mm a uhlom profilu 60°. Jeho hlavný rozdiel je v skrutke, ktorá má zväčšený polomer koreňa na závite (z 0,15011P na 0,180424P), čo dáva závitovému spojeniu na báze valcového metrického závitu vyššiu tepelnú odolnosť a únavové vlastnosti. Metrický valcový závit sa označuje písmenami MJ, za ktorými nasleduje číselná hodnota menovitého priemeru závitu v milimetroch, číselná hodnota stúpania, tolerančné pole stredného priemeru a tolerančné pole priemeru výstupkov.
Vnútorný závit MJ je kompatibilný s vonkajším závitom M, ak sa menovitý priemer a stúpanie zhodujú, t. j. bežná metrická skrutka sa dá zaskrutkovať do matice s takýmto závitom.
Príklad označenia:
MJ6 × 1-4h6h - vonkajší závit na povrchu hriadeľa s menovitým priemerom 6 mm, stúpaním 1 mm, rozsahom tolerancie stredného priemeru 4h a rozsahom tolerancie priemeru výstupku 6h.
Rozdiely v palcovom závite od metrických v tom, že uhol v hornej časti závitu, ktorý majú, je 55 stupňov pre britské štandardy BSW (Ww) a BSF alebo 60 stupňov (ako v metrickom systéme) v americkom systéme (UNC a UNF), a stúpanie závitu sa vypočíta ako pomer počtu závitov závitov na palec dĺžky závitu. Nie je možné kombinovať metrické a palcové závity, preto sa v krajinách s metrickým systémom používajú iba palcové rúrkové závity.
Pre palcové závity sú všetky parametre závitu vyjadrené v palcoch (najčastejšie sa označujú dvojitým prvočíslom umiestneným bezprostredne za číselnou hodnotou, napr. 3 "= 3"), stúpanie závitu v zlomkoch palca (palec = 2,54 cm). Pri palcových rúrkových závitoch veľkosť v palcoch neznamená veľkosť závitu, ale podmienenú vôľu v rúrke, pričom vonkajší priemer je v skutočnosti oveľa väčší. Charakteristickým znakom potrubných závitov je práve to, že zohľadňuje hrúbku stien potrubia, ktoré môžu byť hrubšie alebo tenšie, v závislosti od materiálu výroby a pracovného tlaku, pre ktorý sú potrubia navrhnuté. Preto je palcový štandard pre rúrkové závity chápaný a akceptovaný na celom svete ako výnimka z metrických pravidiel.
Palcové priemery závitov nie sú jediným parametrom, ktorý je dôležitý pri výbere rúr. Je potrebné zvážiť: hĺbku závitu, stúpanie závitu, vonkajší a vnútorný priemer, uhol profilu závitu. Stojí za zmienku, že stúpanie závitu sa v tomto prípade počíta nie v palcoch alebo dokonca v milimetroch, ale v závitoch. Závit je vyrezaná drážka. Preto je výpočet založený na tom, koľko drážok je vyrezaných v jednom palcovom meranom úseku potrubia. Napríklad bežné vodovodné potrubia majú iba dva typy stúpania závitov: 14 závitov, čo zodpovedá metrickému stúpaniu 1,8 mm, a 11 závitov - metrické stúpanie 2,31 mm.
Tabuľka 2 ukazuje hlavné rozdiely medzi "palcovými" a "rúrkovými" valcovými závitmi vo vzťahu k "metrickým" závitom pre najbežnejšie veľkosti vyššie uvedených závitov.

Ak je to možné, nepoužívajte vlákna označené *.
Prirodzene, takéto zvláštne normy na výpočet priemeru a stúpania len pridávajú zmätok pri určovaní požadovaných hodnôt. Preto boli vyvinuté tabuľky na určenie počtu závitov a priemeru rúr v prítomnosti palcových závitov. Každý obal navyše vždy uvádza jeho hodnotu a štandard. Údaje sú však približné a nikdy by ste nemali vylúčiť možnú chybu.

* Pri určovaní veľkosti by sa mali uprednostňovať hodnoty v riadku 1.
Má profil v tvare rovnoramenného trojuholníka s vrcholovým uhlom 55 °, vrcholy a žľaby sú zaoblené (GOST 6357-81).

Označenie závitu pozostáva z písmena G, označenia menovitého priemeru závitu v palcoch a triedy presnosti pre stredný priemer. Pri ľavostranných závitoch je označenie doplnené o písmená LH.
Príklad označenia:
G 1 1/2-A - valcový rúrkový závit s veľkosťou 1 1/2 ", trieda presnosti A;
1 / 4-20 BSP - Whitworth paralelný rúrkový závit podľa normy B. S.93 (Anglicko).
má profil podobný profilu valcového rúrkového závitu. Rúry s kužeľovým závitom (kužeľ 1:16) je možné spájať s výrobkami s valcovým rúrkovým závitom GOST 6211-81.

Označenie závitu pozostáva z písmen R, veľkosti menovitého priemeru v palcoch. Označenie Rc sa používa pre kužeľové vnútorné rúrkové závity. Symbol ľavej nite je doplnený písmenami LH.
Príklad označenia:
R 1 1/2 - vonkajší kužeľový rúrkový závit s veľkosťou 1 1/2 ";
R 1 1/2 LH - ľavý kužeľový rúrkový závit;
Rс 1/2 - vnútorný kužeľový rúrkový závit;
BSPT 1 1/2 - vnútorný kužeľový rúrkový závit podľa normy B. S.93 (Anglicko).
S uhlom profilu 60 ° je GOST 6111-52 rezaný na kužeľovom povrchu s kužeľom 1:16.

Označenie pozostáva z písmena K a veľkosti závitu v palcoch s uvedením rozmeru, aplikuje sa na policu vodiacej čiary, ako v prípade rúrkových závitov. Príklad označenia:
K 3/4 ″ v súlade s GOST 6111-52. 3 / 8-18 Označenie NPT podľa ANSI / ASME B 1.20.1 (USA).
Slúži na prenos pohybu a námahy. Profil lichobežníkového závitu je rovnoramenný lichobežník s uhlom medzi stranami 30 °. Pre každý priemer môže byť závit jednochodý a viacnásobný, pravý a ľavý GOST 9484-81.
Hlavné rozmery, priemery, stúpania, tolerancie závitu s jedným štartom sú štandardizované podľa GOST 24737-81, 24738-81, 9562-81. Pre viacchodové vlákna sú tieto parametre v GOST 24739-81.
Symbol jednochodového závitu tvoria písmená Tr, hodnota menovitého priemeru závitu, stúpanie, tolerančné pole.
Príklad označenia:
Tr 40 × 6-8e - lichobežníkový jednochodý vonkajší závit s priemerom 40 mm so stúpaním 6 mm; Tr 40 × 6-8e-85 - rovnaká dĺžka make-upu 85 mm;
Tr 40 × 6LH-7H - to isté pre ľavú vnútornú stranu.
Číselná hodnota náskoku sa pridá k popisku viaczačiatkového vlákna:
Tr 20 × 8 (P4) -8e - trapézový viacchodý vonkajší závit s priemerom 20mm so zdvihom 8mm a stúpaním 4mm.
Má nerovnomerný lichobežníkový profil. Údolia profilu sú zaoblené a pre každý priemer sú tri rôzne stúpania. Slúži na prenos pohybu s veľkým axiálnym zaťažením GOST 10177-82.
Prítlačné závity sú označené písmenami S, potom uveďte menovitý priemer závitu v milimetroch, stúpanie závitu (výstup a stúpanie, ak je tento závit viacchodový), smer závitu (pre pravý závit neuvádzajte, pre ľavý -ručné závity, LH) a trieda presnosti závitu.
Príklad označenia:
S 80 × 10 - jednochodý prítlačný závit s vonkajším priemerom 80 mm a stúpaním 10 mm;
S 80 × 20 (P10) - dvojchodý prítlačný závit s vonkajším priemerom 80 mm, zdvihom 20 mm a stúpaním 10 mm.
Špeciálna niť so štandardným profilom, ale neštandardným stúpaním alebo priemerom, označíme: Cn M40 × 1,5 - 6g.
Obdĺžnikový závit (štvorcový)... Závit s obdĺžnikovým (alebo štvorcovým) neštandardným profilom, preto sú všetky jeho rozmery uvedené na výkrese. Používa sa na prenos pohybu silne zaťažených pohyblivých závitových spojov. Zvyčajne sa vykonáva na nákladných a vodiacich skrutkách.
Má profil získaný spojením dvoch oblúkov s rovnakým polomerom. GOST 13536- 68 definuje profil, základné rozmery a tolerancie okrúhlych závitov. Tento závit sa používa pre ventilové vretená mixérov a toaletných kohútikov GOST 19681-94 a vodovodných kohútikov. Existuje len jeden priemer d = 7 mm a stúpanie P = 2,54 mm.
Príklad označenia:
Kr 7 × 2,54 GOST 13536-68, kde 2,54 je stúpanie závitu v mm, 12 je menovitý priemer závitu v mm.
Podobný profil má okrúhly závit (avšak pre priemery 8 ... 200 mm) podľa ST SEV 3293-81, ktorý vstúpil do platnosti priamo ako štátna norma. Niť sa používa pre háky žeriavov, ako aj v agresívnom prostredí.
Príklad označenia:
Rd 16 - okrúhly závit s vonkajším priemerom 16 mm; Rd 16LH - okrúhly závit s priemerom 16 mm, ľavý.
5. Prevádzkový účel vlákna a jeho aplikácia
Závitové spoje sú rozšírené v strojárstve (vo väčšine moderných strojov má viac ako 60 % všetkých dielov závity). Podľa prevádzkového účelu sa vlákna rozlišujú všeobecné použitie a špeciálne, určené na spojenie jedného typu častí určitého mechanizmu. Prvá skupina zahŕňa vlákna:
1.) Spojovacie prvky- metrický, palcový, používaný na rozoberateľné spojenie častí stroja. Ich hlavným účelom je zabezpečiť úplné a spoľahlivé spojenie dielov pri rôznom zaťažení a pri rôznych teplotných podmienkach pri dlhodobej prevádzke.
2.) Bežecké vybavenie alebo kinematické - lichobežníkový a pravouhlé, používané pre vodiace skrutky, obrábacie stroje a podperné skrutky stola meracie prístroje Ich hlavným účelom je zabezpečiť presný pohyb s najmenším trením a pri pravouhlých závitoch tiež vylúčiť samovoľné odskrutkovanie pri pôsobení pôsobiacej sily; Ťah (v lisoch a zdvihákoch) a okrúhly, určený na premenu rotačného pohybu na lineárny pohyb. Veľké úsilie vnímajú pri relatívne nízkych rýchlostiach. Ich hlavným účelom je zabezpečiť plynulé otáčanie a vysokú nosnosť (pre presné mikrometrické prístroje sa používajú metrické závity so zvýšenou presnosťou). Okrúhly závit je široko používaný pre vodovodné kohútiky v súlade s GOST 20275-74 a v takých prvkoch, ako sú mixéry, kohútiky, ventily, vretená v súlade s GOST 19681-94 (Sanitárno-technické vodovodné skladacie armatúry).
3.) Upevnenie a tesnenie (rúrka a výstuž) - rúrkový valcový a kužeľovité, metrický palec a kužeľové, používané pre potrubia a armatúry, ich hlavným účelom je zabezpečiť tesnosť spojov (bez zohľadnenia rázových zaťažení) pri nízkych tlakoch.
Valcové rúrkové závity v súlade s GOST 6357-81 sa používajú na vodovodné a plynové potrubia, diely na ich pripojenie (spojky, kolená, kríže atď.), Potrubné armatúry (ventily, ventily atď.).
Kužeľové rúrkové závity v súlade s GOST 6211-81 sa používajú v potrubných spojoch pri vysokých tlakoch a teplotách (vo ventiloch a plynových fľašiach), keď sa vyžaduje zvýšená tesnosť spoja.
Odvolával sa na druhú skupinu, špeciálna niťmá špeciálny účel a používa sa v určitých špecializovaných odvetviach. Patria sem nasledujúce položky:
1.) metrický tesný závit- závit vyrobený na tyči (na vlásenke) a v otvore (v objímke) podľa najväčších obmedzujúcich rozmerov; je určený na vytváranie závitových spojov s presahom.
2.) metrické závity vôle- závit potrebný pre poskytuje ľahké lícovanie a neskrutkovateľnosť závitových spojov dielov pracujúcich pri vysokých teplotách, kedy sú vytvorené podmienky na zachytenie (spájanie) oxidových filmov, ktoré pokrývajú povrch závitu.
3.) hodinový závit (metrický)- závit používaný v hodinárskom priemysle (priemery od 0,25 do 0,9 mm).
4.) závit pre mikroskopy- závit určený na pripojenie tubusu k objektívu; má dve veľkosti:
4,1) palca - priemer 4/5 "" (20,270 mm) a stúpanie 0,705 mm (36 závitov na 1 "");
4.2) metrický - priemer 27 mm, rozstup 0,75 mm;
5) očný viacchodový závit- odporúčané pre optické zariadenia; profil závitu - rovnoramenný lichobežník s uhlom 60 °.
Požiadavky na výkon závitov závisia od účelu závitového spojenia. Spoločné pre všetky závity sú požiadavky na trvanlivosť a zloženie bez montáže nezávisle vyrobených závitových častí pri zachovaní výkonu spojov. Stručný prehľad hlavných používaných vlákien na prevádzkové účely si môžete odvodiť vo forme nasledujúcej tabuľky:

6.Určenie veľkosti závitu
Závity na rôznych tvarovkách zvyčajne vyzerajú podobne, čo sťažuje vizuálnu identifikáciu typu závitu. Závit na armatúrach sa zisťuje meraním hlavných parametrov závitomerom a nóniovým posuvným meradlom a porovnaním získaných výsledkov s tabuľkou závitov.

Obrázok 7 - Meranie parametrov závitu
Existujú dva typy závitových mierok: s razidlom M 60® - pre metrické závity s uhlom profilu 60° a s razidlom D 55® - pre palcové a rúrkové závity s uhlom profilu 55°. Na každom potrubí mierky závitu pre metrické závity je vyrazené číslo označujúce stúpanie závitu v mm pre palcové a rúrkové závity - počet krokov na dĺžke 25,4 mm (1 "= 25,4 mm).
7. Spôsoby navliekania
Hlavné spôsoby výroby nití sú:
- ich rezanie frézami a hrebeňmi na sústruhoch;
- závitovanie závitníkmi s hlavami na rezanie závitov;
- valcovanie za studena a za tepla s plochými alebo okrúhlymi vrúbkovanými matricami;
- frézovanie pomocou špeciálnych závitových fréz;
- brúsenie brúsnymi kotúčmi.
Výber spôsobu závitovania závisí od typu výroby závitu, jeho presnosti materiálu obrobku atď.

Obrázok 8 - Nástroj na navliekanie závitov
1. Rezanie nite pomocou rezákov. Pomocou závitových fréz a hrebeňov na skrutkorezný sústruh na strojoch sa reže vonkajší aj vnútorný závit (vnútorný závit od priemeru 12 mm a viac). Spôsob rezania závitov frézami sa vyznačuje pomerne nízkou produktivitou, preto sa v súčasnosti používa najmä v malosériovej a individuálnej výrobe, ako aj pri výrobe presných skrutiek kalibrov vodiacich skrutiek a pod. je jednoduchosť rezného nástroja a pomerne vysoká presnosť výsledného závitu.
2. Rezanie závitu matricami a závitníkmi. Kocky podľa seba dizajnové prvky sú rozdelené na okrúhle a posuvné. Kruhové matrice používané na montážne prírezy a iné práce sú určené na rezanie vonkajších závitov s priemerom do 52 mm na jeden priechod. Pre väčšie závity sa používajú špeciálne konštrukčné matrice, ktoré slúžia vlastne len na čistenie závitu po predrezaní inými nástrojmi. Klzné matrice pozostávajú z dvoch polovíc, ktoré sa počas procesu rezania postupne zbiehajú. Závitník je závitová oceľová tyč rozdelená pozdĺžnymi rovnými alebo špirálovitými drážkami tvoriacimi rezné hrany. Rovnaké drážky slúžia na výstup triesok. Podľa spôsobu aplikácie sa kohútiky delia na ručné a strojové.
3. Valcovanie závitov. Hlavným priemyselným spôsobom výroby závitov v súčasnosti je valcovanie na špeciálnych strojoch na valcovanie závitov. Diel je upnutý vo zveráku. V tomto prípade s vysokou produktivitou sa získa produkt vysokej kvality (tvar, veľkosť a drsnosť povrchu). Proces valcovania závitov pozostáva z vytvárania závitu na povrchu dielu bez odstraňovania triesok plastická deformácia povrchu obrobku. Schematicky to vyzerá takto. Diel sa valcuje medzi dvoma plochými matricami alebo valcovými valcami so závitovým profilom a na tyči sa vytláča závit rovnakého profilu. Najväčší priemer valcovaného závitu je 25 mm, najmenší je 1 mm; dĺžka valcovaného závitu je 60 ... 80 mm.
4. Frézovanie závitov. Frézovanie vonkajších a vnútorných závitov sa vykonáva na špeciálnych závitových frézach. V tomto prípade sa rotačná hrebeňová fréza s radiálnym posuvom zarezáva do tela dielu a frézuje závit na jeho povrchu. Pravidelne dochádza k axiálnemu pohybu súčiastky alebo frézy zo špeciálnej kopírky o veľkosť rovnajúcu sa stúpaniu závitu počas jednej otáčky súčiastky.
5. Brúsenie presných závitov. Brúsenie ako spôsob vytvárania závitu sa používa hlavne na získanie presných závitov na relatívne krátkych závitových častiach, napríklad závitové zátky - závitové valčekové kalibry a pod. pomalé otáčanie súčiastky s posuvom pozdĺž osi o veľkosť stúpania závitu za jednu otáčku odreže (brúsi) časť povrchu dielca. V závislosti od konštrukcie stroja a množstva ďalších faktorov sa závit brúsi v dvoch až štyroch alebo viacerých prechodoch.
8.Druhy cudzích závitov
Vo svete sa uplatňuje niekoľko zaslúžene rešpektovaných štandardov takých krajín ako Veľká Británia (BS), Nemecko (DIN), Francúzsko (NF), Japonsko (JIS), USA (UNC). Hlavnými dôvodmi ich rozdielov sú tradične odlišné systémy mier a metódy špecifikácie veľkostí závitov v rôznych krajinách, ako aj špeciálne oblasti použitia závitov. V priebehu minulého storočia si však metrický štandard ISO, Medzinárodná organizácia pre normalizáciu, pevne vybudoval svoju pozíciu vo svete, čo následne prispelo k vzájomnému porozumeniu technických špecialistov.
Najbežnejšie typy cudzích vlákien sú:
- Metrické ISO
- Whitword vlákno
- Trapézový závit
- Okrúhla niť
- Prítlačný závit
Vyššie uvedená súhrnná tabuľka popisuje korešpondenciu viac ako dvadsiatich typov závitov (všeobecný sortiment strojárskych olejov a plynov) a odkazuje na regulačné a technické dokumenty, domáce a zahraničné, upravujúce túto oblasť. 




Pretože vyššie uvedená tabuľka 8 poskytuje iba všeobecnú predstavu o hojnosti iný druh vlákna a dokumenty, ktoré ich upravujú a veľké množstvo údajov neumožňuje úplne porovnávať a porovnávať vlákna domácich a zahraničných noriem, zvážiť napr. odlišné typy trojuholníkový závit, ktorý sa najčastejšie vyskytuje vo všeobecnom strojárstve.

a spojky k nim. Technické podmienky"
OST NKTP 1260 "palcový závit s uhlom profilu 55 stupňov"
Závit - špirálová plocha určitého profilu, určená na spájanie (skrutkovanie alebo uťahovanie) častí. Vytváranie závitového profilu môže prebiehať ako na valcovej, tak aj na kužeľovej ploche.
Závit - špirálová plocha určitého profilu, určená na spájanie (skrutkovanie alebo uťahovanie) častí. Vytváranie závitového profilu môže prebiehať ako na valcovej, tak aj na kužeľovej ploche. Rozšíreným spôsobom tvarovania vonkajšieho a vnútorného závitového povrchu je rezanie matricami a závitníkmi, ako aj valcovanie, sústruženie rezačkou a závitoreznými hlavami.
V smere vstupu je závitová plocha rozdelená na ľavú a pravú.
Podľa počtu hovorov - pre jednosmerné a viacsmerné.
Ak narežeme závitový povrch axiálnou rovinou, získame geometrický obrys závitu - jeho profil, ktorý sa vyznačuje nasledujúcimi prvkami:
- Bočné strany sú lineárne úseky profilu, umiestnené voči sebe pod určitým uhlom, ktorý sa nazýva profilový uhol.
- Spoje bočných strán vo vnútri tela závitu sa nazývajú jamky, mimo závitového povrchu - vrcholy.
- Veľkosť kruhu, opísaná pozdĺž vrchov vonkajšieho alebo pozdĺž úžľabia vnútorného závitu, sa nazýva vonkajší priemer, ktorý určuje jeho nominálnu veľkosť.
- Vzdialenosť nameraná medzi susednými závitmi rovnobežnými s osou sa rovná stúpaniu profilu závitu s jedným štartom. Pre viacchodový závitový povrch je veľkosť kroku súčinom vzdialenosti medzi susednými závitmi počtom začiatkov.
Je to profil závitového povrchu, ktorý určuje jeho typ.
Účel vlákna:
- Vytváranie rôznych spojovacie prvky(v tomto prípade sa častejšie používajú metrické a rúrkové závity).
- Pojazdný (axiálny alebo lichobežníkový) závit je použiteľný v mechanizmoch, ktoré prenášajú pohyb (v špirálových prevodoch).
Typy závitov, štandardizácia
Metrický závit- typ závitovej plochy najčastejšie používaný pri výrobe kovania. Jeho geometrické parametre: profil je trojuholník s rovnakými bočnými stranami pod uhlom 60 °. Závitové výrobky sa používajú v širokom spektre oblastí strojárstva, v konštrukcii obrábacích strojov, nástrojárstve, stavebníctve a ďalších odvetviach.
V označení je pri zostavovaní technickej dokumentácie uvedený menovitý priemer závitového povrchu, krok, ak nie je hlavný, presnosť výroby. Pri navrhovaní spojov s ľavostranným závitom sa označuje pomocou písmen LH. Napríklad: M36x1,5LH.
Kužeľový závit používa sa na vytváranie hermeticky uzavretých spojov. Je vyrezaný na kužeľovej ploche dielu so sklonom (sklonom) 1:16. Vonkajšia kužeľová závitová plocha môže byť naskrutkovaná ako s vnútorným kužeľovým, tak aj s valcovým metrickým závitom zodpovedajúceho stúpania. V druhom prípade môže byť zaskrutkovaný s faktorom 0,8 maximálnej hĺbky spojenia. Uhol závitového profilu - 60 °.
Na spojenie rúrok alebo valcových častí s tenkými stenami použite rúrkový závit (valcový). Jeho profil má uhol sklonu bočných stien zuba voči sebe navzájom - 55 °.
Na zaistenie tesných spojení použite rúrkový kužeľový závit s uhlom profilu na vrchole bočných stien - 55 °. Používa sa v zariadeniach na dodávku paliva, oleja a vzduchu, ako aj pri spájaní potrubí obrábacích strojov a strojov. Často sa používa prepojenie s vnútorným valcovým závitom s vonkajším kužeľovým závitom.
Trapézový závit s profilom v tvare lichobežníka s uhlom medzi jeho bočnými stranami 30 ° sa používa v zaťažených jednotkách pracujúcich podľa schémy rotačno-translačného pohybu. Spravidla platí - skrutky lisy, obrábacie stroje.
Ak významné axiálne zaťaženia pôsobia v jednom smere, použite ťahový závit... Jeho lichobežníkový profil sa vyznačuje nerovnomerným sklonom strán: 30° a 3°.
Palcový závit stráca pôdu pod nohami: Ruské štandardy podľa jeho nariadenia v súčasnosti neexistuje č. Je štandardizovaný a používaný v Kanade, USA (UTS, atď.), Veľkej Británii (BSW, BSF).
V rôznych priemyselných odvetviach sa používajú aj iné typy špecializovaných profilov závitov. Všetky sú štandardizované dokumentmi rozvojových štátov.