Organizácia opravy depa osobných automobilov s podrobným vývojom automatickej prevodovky - diplomová práca. Príručka na opravu depa osobných áut Stručný popis depa opravy áut. Účel, výrobná štruktúra depa
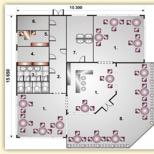
Plán hlavnej výrobnej budovy depa na opravu osobných automobilov je na obr. H.P. Základné zásady umiestňovania úsekov a oddelení depa pre opravy osobných áut sú rovnaké ako pre depo nákladných vozňov. V súlade s konštrukčnými prvkami osobných automobilov má depo množstvo ďalších výrobných miest a oddelení a trochu odlišné vybavenie. Pred uvedením do opravy sú autá umyté a dezinfikované zvonku aj zvnútra.
Na mechanizáciu prác súvisiacich s opravou podvozkov osobných vozňov slúžia technologické zariadenia (obr. X.12). Zariadenie je určené na opravu 2000 podvozkov za rok, zaberá plochu 360 m 2 a dopravná linka má dĺžku 36 m. Podvozky vyvalené spod vozňa na mieste montáže vozňa zachytáva automobil na ich opravu a prevezené na oddelenie podvozkov. Tu sa pomocou kľúčov nainštalovaných na opravárenskom stroji odskrutkujú matice spintonov a spustia sa dvojkolesia, ktoré sa posielajú do oddelenia na opravu. Vozíky sú strojovo transportované k výrobnej linke a spúšťané na technologické vozíky do prvej polohy dopravníka. Potom sa vozík posúva dopravníkom k práčke, ktorá je umiestnená v druhej polohe. Umývanie sa vykonáva horúcou vodou pod tlakom 1,98 MPa pohybom pohyblivých trysiek po vozíku. Po umytí sa vozík presunie dopravníkom do tretej polohy. Mechanicky spojené dopravníkové vozíky majú zdvih 6 m, čo sa rovná vzdialenosti medzi polohami. Dopravníkové pozície sú vybavené výťahmi. Na vrátenie dopravníka do pôvodnej polohy sa podvozky vozňov zdvihnú vo všetkých polohách a uvoľnené procesné podvozky dopravníka sa vrátia do pôvodnej polohy. Potom sa podvozky vozňov opäť spustia na technologické podvozky dopravníka a pokračuje sa v oprave. Čas strávený pohybom a vrátením dopravníka do pôvodnej polohy je 3 minúty. V tretej polohe sa vozíky demontujú pomocou lisu, naklápača a žeriavu a odstráni sa spojenie. Pomocou lisu sa centrálne zavesenie stlačí a rozloží. Potom sa rám vozíka otočí naklápačom. V tejto polohe kontrolujte vzdialenosť medzi spintonmi a skontrolujte spodnú časť vozíka. Ďalej sa rám demontovaného vozíka presunie do štvrtej polohy na montáž vozíka. Na piatej pozícii sa nainštalujú malé diely a vykoná sa konečná montáž. Od šiestej
Ryža. X.11. Plán hlavnej výrobnej budovy depa na opravu osobných automobilov: / - areál montáže áut s lakovňou; // - oddelenie opravy automatických spojok; /// - úsek pre opravu elektrických zariadení automobilov; IV- priestor na opravu chladiacich zariadení; V- Oddelenie pre opravy vykurovacích a vodovodných zariadení; VI- pokrývačské a klampiarske oddelenie; VII- oddelenie opravy automatických bŕzd; VIII- tesárske oddelenie; IX- oddelenie skla a tapiet; X- oddelenie elektrického zvárania; XI- mechanicko-mechanický odbor; XII- priestory služieb a vybavenia; XIII- oprava generátora; XIV.- špajza; XV- inštrumentálne oddelenie; XVI- odbor opravy a výroby dielov z polymérov; XVII- oddelenie pre opravu zámkov a filtrov; XVIII- kováčske a pružinové oddelenie; XIX-
opravovňa valivých ložísk; XX- časť trolejbusu; XXI- vozový park podvozkov a dvojkolesí
polohy, kedy je vozík zdvihnutý. Súpravy kolies sa inštalujú na zdvihnutý vozík pomocou stroja a skrutkujú sa matice rozmetávačov. Potom sa podvozok presunie do oblasti montáže automobilu, aby sa mohol zvaliť pod vozidlo.
Program separácie je určený počtom podvozkov vychádzajúcich z priestoru montáže vozňa (100 %) a podvozkov vyjazdených spod vozňov odoslaných na aktuálnu opravu rozpojovania (15 – 20 %).
Miesto opravy elektrických zariadení osobných TsMV je určené na vykonávanie opráv dep a bežných opráv, odborných prehliadok a revízií elektrických zariadení osobných automobilov. Jednotky elektrických zariadení sa opravujú neosobným spôsobom, t.j. vymieňajú chybné jednotky za nové alebo predopravené. Hotové výrobky sa posielajú do špajze, odkiaľ sa vydávajú na inštaláciu na auto.
Prvky a zostavy elektrického zariadenia, ktoré vyžadujú nastavenie a nastavenie na stojane po oprave, sa vydávajú k autu len v zapečatenej forme. Neprítomnosť alebo porušenie plomb sa považuje za poruchu.
Na stavbe sú tieto oddelenia: oprava elektrických strojov, oprava elektrozariadení, rádiových zariadení a prístrojov, batérií, oprava pevných elektrických zariadení, odborné prehliadky a revízie, oprava ozubených kardanových pohonov. Zoznam pobočiek sa môže meniť v závislosti od konštrukčných prvkov osobných automobilov pridelených do depa.
Miesto opravy chladiacich agregátov, osobných automobilov (obr. X.13) je určené na vykonávanie depných a bežných opráv, odborných prehliadok a revízií chladiacich zariadení osobných automobilov.
Oprava chladiaceho zariadenia sa vykonáva podľa princípu výmeny chybných komponentov a častí vopred opravených -
Ryža. X.13. Plán lokality na opravu chladiacich jednotiek osobných automobilov:
/ - oddelenie vypúšťania chladiacich jednotiek od freónu a oleja a ich plnenie; // - oddelenie demontáže, čistenia a umývania; /// - Oddelenie opravy a testovania prístrojového vybavenia, automatizácie a ventilov; /V - ■ Oddelenie demontáže, montáže a skúšania chladiacich jednotiek a kompresorov; V- oddelenie opravy kompresorov; VI- Oddelenie opravy výmenníkov tepla, akumulačných platní a filtrov sušičiek; VII- maliarsky odbor
mi alebo nové. Opravárenské a údržbárske práce na zabezpečenie dobrého stavu chladiacich zariadení osobných automobilov sa vykonávajú v osobitnom priestore.
Opravárenská a montážna časť osobného depa (okrem priestorov na opravu automatického spriahadla, kovovej konštrukcie, elektrického zvárania, pružinových pružín a automatickej brzdy, uvažovaných v popise nákladného depa) navyše zahŕňa nasledujúce oddiely.
Oddelenie opravy hydraulických tlmičov vibrácií podvozkov osobných automobilov sa nachádza v troch samostatných miestnostiach: čistenie tlmičov vibrácií; oprava a revízia, lakovanie, skladovanie a regenerácia pracovnej tekutiny.
Pracovisko využíva vybavenie: stôl na chemické čistenie, dynamický testovací stojan, umývačku dielov tlmiča vibrácií, stojany na demontáž a opravu, montážny stojan, nádrže na zachytávanie pracovnej kvapaliny pri demontáži, regeneračnú jednotku, nádrže na skladovanie nová a regenerovaná pracovná kvapalina, dávkovač, z ktorého sa klapka po zložení na stojane naplní presne stanoveným objemom kvapaliny, striekacia kabína, stojany na chybné tlmiče a ich diely, ako aj stojany na repasované diely a opravené tlmiče vibrácií a pod.
Zámočnícky odbor vykonáva opravy zámkov dverí, kľučiek, pántov, okenných kompletov, dverí a nábytku. V tomto od-
divízia vykonáva montážne a montážne práce, ako aj výrobu dielov pre zámky, kľučky a pánty. Na oddelení sú inštalované pracovné stoly, stolná vŕtačka, nožnice na rezanie oceľového plechu, brúska. Pracoviská sú vybavené elektrickým a pneumatickým ručným náradím.
Oddelenie opravy vykurovacích, vodovodných a vzduchotechnických zariadení je určené na preplachovanie, kontrolu a opravu ohrievačov vzduchu, expandérov, vykurovacích a vodovodných potrubí, kohútikov, nádrží, pracovných a náhradných filtrov, čerpadiel a iných komponentov a častí kúrenia. a ventilačný systém. Oddelenie je vybavené stojanmi na kladenie potrubí a armatúr prijatých na opravu; kúpeľňa, v ktorej sa časti umyjú, očistia od hrdze a nečistôt; pracovné stoly na kontrolu a určenie rozsahu opráv; zariadenia na rezanie závitov na rúrach, rezanie a ohýbanie rúr; pracovné stoly na opravu ventilov, kohútikov a rôznych armatúr, vybavené zverákom a zariadeniami na brúsenie zátkových ventilov; stôl a stojan na opravu a testovanie nádrží, expandérov a ohrievačov vzduchu, stojany na opravované komponenty a diely. Filtre sa umývajú, opravujú a impregnujú spravidla v samostatnej miestnosti, ktorá má stojany na uloženie chybných a opravených filtrov, dvojkomorovú umývačku na umývanie filtrov, vaňu na ich napúšťanie olejom a odstredivku na odstraňovanie prebytočného oleja. Tu sú paronitové tesnenia impregnované glycerínom, zahrievané na teplotu 50-60 ° C. Namočte ich do špeciálneho kúpeľa na 4-5 hodín.
Oddelenie opravy kotlov je vybavené regálmi, pracovnými stolmi na demontáž, vaňou na odstraňovanie nečistôt a starých náterov, stojanom na odstraňovanie vodného kameňa, vaňou na umývanie vnútra sódovým roztokom a tečúcou vodou, stojanom na pocínovanie vnútorného povrchu, stojanom na oprava vyhorených reflektorov ohniska, chybné poklopy ohniska a popolníka kotla, pracovný stôl na opravu armatúr, stojan na testovanie armatúr, stojan na lakovanie kotlov, komora na ich sušenie, stojan na testovanie kotlov.
Namiesto pocínovania je možné povrch pokovovať hliníkom. V tomto prípade sa kotly po umytí posielajú do oddelenia metalizácie, kde sa v tryskacej komore vyčistia a pokovujú. Po oplechovaní sa kotly vracajú späť na oddelenie na valné zhromaždenie.
Kotly s poruchami v elektrickom vykurovacom systéme sa po oprave karosérie a armatúr posielajú na miesto na opravu elektrických zariadení automobilov.
Zámočnícko-montážne oddelenie je určené na opravu a montáž podvozkových jednotiek: brzdové traverzy, tiahla, čeľuste so závesmi, stredové diely zavesenia, ložiskové a vodiace vložky, tlmiče nadnápravových trecích vibrácií podvozkov K.VZ-5 a KVZ-TsNII. a spintony.
Časti vozíkov vstupujú do oddelenia v kazete a sú podávané na stôl na kontrolu, kontrolu a určenie rozsahu práce. Traverzy a kolískové nosníky sa privádzajú na úložný stôl prietokovo-dopravnej linky. V prvej polohe sú opotrebované výstupky priečnych otvorov prevarené a nepoužiteľné výstupky sú vymenené. V druhej polohe sú čapy traverz a hrdla nosníkov privarené. Vybudované traverzy a kolískové nosníky idú do nízkofrekvenčného zásobníka, z ktorého sa ukladajú do kaziet na transport do mechanického priestoru na spracovanie. Po opracovaní sa tieto diely skontrolujú na mieste kontroly a potom sa v kazetách posunú do tretej polohy, kde sa v ušiach traverz vyvŕtajú otvory pre valčeky alebo puzdrá a v prípade potreby otvory pre závlačky - v kolíkoch na špeciálne zariadenie. Vo štvrtej polohe sa odstránia opotrebované puzdrá a na čapy sa nalisujú nové puzdrá a puzdrá sa zatlačia do otvorov uší. Pozícia je vybavená lismi na lisovanie puzdier a skúšobných traverz.
Na opravu častí spojok má oddelenie k dispozícii odkladací stôl, na ktorom sa spoj skontroluje, rozoberie a určí sa výška opravy; zváracia kabína, do ktorej prichádzajú vertikálne ramená, obláčiky, závesy a ďalšie diely, ktoré si vyžadujú zváranie (potom sa posielajú na spracovanie do mechanického oddelenia); stôl na opravu a montáž spojovacích častí; stlačením vymeňte opotrebované puzdrá. Opravujú sa tu aj brzdové tyče, na testovanie ktorých je tu špeciálny stojan.
Oprava a montáž čeľustí so závesmi, častí centrálneho zavesenia a montáže ložiskovej skrine sa vykonáva na špeciálnych stoloch. Diely, ktoré vyžadujú povrchovú úpravu, sa posielajú do zváracieho oddelenia, potom do mechanického oddelenia na spracovanie, po ktorom sú odoslané na odber.
Oddelenie polymérových výrobkov a opravy gumových dielov je určené na opravy gumových a plastových výrobkov a nástrekov polymérových materiálov na povrch kovových dielov automobilov. Pracovisko disponuje strojom na vstrekovanie dielov z nylonu, zariadením na tepelné spracovanie dielov v oleji a vode a pecami na ohrev kovových dielov pred a po striekaní, kúpeľom na striekanie polyméru na diel vo fluidnom lôžku, lisom na extrakcia dielov z lisovacích foriem.
Na opravu gumených dielov je k dispozícii stolný pracovný stôl, lis na lisovanie so súčasnou vulkanizáciou tesnení vo forme a lepením vulkanizáciou hotových tesnení na technickú gumu v špeciálnom zariadení, lis na lepenie gumových suflé, autokláv. , atď.
Stolársky a čalúnnický odbor je určený na opravu vnútorných dverí, sedacích súprav, stolov, okenných rámov a iných drevených výrobkov vnútorného vybavenia automobilov a má tri samostatné miestnosti: pre stolárske a montážne práce; stroj; na výrobu tapiet.
Oddelenie disponuje nasledovným vybavením: kotúčové a pásové píly, ostrenie, hobľovanie a škárovanie, frézky, kombinované a sústružnícke stroje, stolárske stoly a šijací stroj na opravu a zhotovovanie závesov, poťahov a pod.
Oddelenie metalizácie je určené na pokrytie častí vodovodných a vykurovacích systémov vrstvou kovu nástrekom na ochranu proti korózii. Oddelenie má dve miestnosti: tryskaciu prípravu dielov a striekanie náterov. Oddelenie má stojany na diely, ktoré vyžadujú otryskanie; tryskacia komora s prístrojom; stôl; skrinky na náradie; stojany na časti, ktoré sa majú pokovovať; Pracovný stôl; stojany na hotové výrobky.
Oddelenie galvanických náterov je určené na nanášanie ochranného a dekoratívneho náteru na autodiely a leštenie hliníkových dielov. Oddelenie má miestnosti: brúsenie a leštenie, náter, generátor a ventilačnú komoru. V brusiarni a leštiarni sa nachádza brúska a leštička, zariadenie na valcovanie šmirgľového prášku na plstené kotúče, stojany na materiály, náradie a diely, varič lepidla. V lakovni sú inštalované galvanické kúpele, z ktorých každá je vybavená štítom, na ktorom je namontovaný voltmeter, ampérmeter, odpojovač na pripojenie k sieti a reostat. Okrem vaní inštalujú montážne a demontážne stoly, regály, sušiace skrine, ako aj súpravu vešiakov a ďalšieho pomocného vybavenia. V generátorovni sú umiestnené nízkonapäťové generátory a vo ventilačnej komore sú umiestnené stredotlakové ventilátory na odsávanie škodlivých plynov z galvanických kúpeľov.
Organizácia opravy depa osobného automobilu
Vysvetlivka k projektu kurzu
Úvod
Spoločnosť a štát dlhodobo zverujú železničnej doprave výkon spoločenských, politických a špecifických funkcií, ktoré pri absencii riadnej štátnej finančnej podpory dodatočne zaťažujú ekonomiku dopravy.
Železničná doprava vytvára podmienky pre rozširovanie reprodukcie, prispieva k racionálnemu rozloženiu výroby v ekonomických regiónoch krajiny. Veľký význam sa v poľnohospodárstve pripisuje železničnej doprave. Železničná doprava zabezpečuje dodávku zariadení, stavebných materiálov, hnojív a surovín pre priemysel po celej krajine; uspokojuje stále narastajúcu potrebu pohybu ľudí, zabezpečuje ekonomické, politické a kultúrne väzby medzi našou krajinou a zahraničím. Úloha dopravy v obranyschopnosti našej krajiny je neoceniteľná.
Vozový park železničných koľajových vozidiel . dopravu charakterizujú rôzne typy a konštrukcie vozňov používaných v procese prepravy tovaru a cestujúcich. Prevádzkové podmienky vozňov sú spojené so značným statickým a dynamickým zaťažením av niektorých prípadoch s vplyvom vysokých a nízkych teplôt prepravovaného nákladu, vysokej vlhkosti, agresívneho prostredia na konštrukciu vozňov. Pri krátkej prepravnej vzdialenosti sa výrazne zvyšuje intenzita času nakládky a vykládky, spravidla s použitím rôznych mechanizačných prostriedkov.
Teda multifunkčné a intenzívne využitie železničných vozňov. preprava si vyžaduje ich kvalitnú údržbu a opravy kvalifikovanými odborníkmi.
Významné miesto v železničnej doprave má vagónové hospodárstvo. Ide o pomerne rozvinuté odvetvie železničnej dopravy, ktorého investičný majetok tvorí jednu pätinu investičného majetku celej železničnej dopravy. Vagónové hospodárstvo v prvom priblížení možno definovať ako súbor výrobných podnikov územne osobitným spôsobom rozmiestnených na železničnej sieti, na ktorých je na základe jednotnej odvetvovej normatívnej a technickej dokumentácie s prihliadnutím na konkrétne podmienky stanovený technický stav. monitorovaná, údržba a opravy osobných a nákladných vozových parkov, ako aj kontajnerov. Na vagónové hospodárstvo pripadá 20 % prevádzkových nákladov, vyše 15 % kontingentu železničiarov, prevažná časť spotreby reziva, valcovaných výrobkov a iných materiálov. Každý rok sa na opravu a údržbu vozového parku vynakladajú miliardy rubľov.
Ďalšie zvyšovanie úrovne prevádzkovej práce vagónového hospodárstva v trhovom hospodárstve je možné na základe zavedenia vedeckej organizácie práce a výroby, zlepšovania kvality práce a výrobnej práce.
Dôležité je nielen naučiť sa správne hospodáriť s finančnými prostriedkami tak, aby pri ich prevádzke bol maximálny zisk, ale aj vybudovať efektívnu technológiu na zaistenie bezpečnosti prevádzky železničných vozňov na prijateľnej úrovni. Tieto úlohy je potrebné riešiť tak, aby to bolo zároveň prospešné pre klientelu, dopravu vo všeobecnosti, koľajové vozidlá, vrátane zamestnancov lineárnych podnikov.
Priemysel opravy železníc. doprava je komplexný neustále sa rozvíjajúci dynamický systém s veľkým počtom podnikov. Sortiment výroby tovární a skladov zahŕňa niekoľko tisíc rôznych produktov.
Zvyšovanie efektívnosti výroby v opravárenských podnikoch závisí predovšetkým od technického vybavenia, zlepšovania organizácie výroby a technológie autoopravárstva, výroby náhradných dielov a výmeny zastaraného strojového parku a elektronizácie výrobných procesov.
Železničná doprava je zložitá a mnohostranná ekonomika, ktorá si vyžaduje dobrú prepojenosť všetkých svojich prepojení.
Osobitná úloha ruských železníc v oblasti obehu materiálnych zdrojov je spôsobená geopolitickými, klimatickými a sociálnymi faktormi. Železničná doprava zabezpečuje viac ako polovicu nákladnej dopravy a približne 40 % osobnej dopravy v krajine.
Reformy sa mali uskutočniť v troch etapách, ktorých obsah je opísaný nižšie:
prvý (prípravný) -2001–2002;
druhá (organizačné a právne oddelenie druhov podnikania) - 2003–2005;
tretí (otvorenie hlavných typov podnikania konkurencii) - 2006–2010.
etapa (2000–2003) – reštrukturalizácia záväzkov federálneho podniku železničnej dopravy za platby do rozpočtov všetkých úrovní.
– vypracovanie návrhov legislatívnych a iných predpisov potrebných na implementáciu Programu štrukturálnej reformy v železničnej doprave.
– rozvoj konkurencieschopného sektora v oblasti železničnej dopravy.
– vytváranie podmienok pre rovnaký prístup užívateľov služieb k železničnej dopravnej infraštruktúre.
– súpis majetku podniku železničnej dopravy.
– rozvoj funkcií štátnej regulácie a ekonomického riadenia, vytvorenie Ruských železníc as.
- vystúpenie jednotlivých podnikov, ktoré nesúvisia s organizáciou dopravy, zo štruktúry federálnej železničnej dopravy.
– vytvorenie v rámci Ruských železníc, samostatných štrukturálnych divízií na realizáciu určitých druhov podnikateľských aktivít.
– rozvoj mechanizmu finančnej podpory osobnej dopravy v železničnej doprave.
– príprava odvetvovo špecifického podprogramu federálneho cieľového programu „Pomoc pri zamestnanosti v Ruskej federácii na roky 2002 – 2005“, pokiaľ sa týka železničnej dopravy.
Etapa II (2003 – 2006)
– reorganizácia ruských železníc oddelením nezávislých štrukturálnych divízií na dcérske akciové spoločnosti, ktoré vykonávajú
– niektoré druhy podnikateľskej činnosti v železničnej doprave.
– postupné znižovanie krížových dotácií. – vytváranie podmienok pre zvyšovanie úrovne konkurencie v oblasti nákladnej a osobnej dopravy.
– prechod na voľnú tvorbu cien v konkurenčných sektoroch. Vytvorenie podmienok pre akvizíciu hlavných rušňov prevádzkovými spoločnosťami.
– prilákanie investícií pre rozvoj železničnej dopravy.
III. etapa (2006 – 2010)
- posúdenie realizovateľnosti úplného organizačného oddelenia infraštruktúry od dopravných činností.
– rozvoj iniciatívy dopravcov na nákup lokomotív na hlavnej trati.
– prevod väčšiny (60 % alebo viac) vozového parku nákladných vozňov do súkromného vlastníctva.
– rozvoj konkurencie v oblasti nákladnej a diaľkovej osobnej dopravy.
– predaj licencií na vykonávanie prepravy osôb v prímestskej doprave s obmedzenou dobou platnosti.
– posúdenie možnosti vytvorenia niekoľkých konkurenčných vertikálne integrovaných vertikálne integrovaných železničných spoločností.
1. Všeobecná časť
1.1 Účel, zloženie, charakteristika projektovaného depa
Jedným z hlavných podnikov vagónového hospodárstva je vagónový sklad, ktorým môže byť:
a) opravy a údržba;
b) náklad, cestujúci, chladnička a kontajner.
Depá nákladných vozňov sa spravidla špecializujú na opravy niekoľkých typov vozňov. Depá nákladných vozňov sa nachádzajú na veľkých plochách a zoraďovacích staniciach; osobný - na domovských staniciach najmenej 500 osobných automobilov.
Podľa štruktúry štruktúra opravárenského depa zahŕňa 3 hlavné skupiny sekcií:
1. Hlavné oblasti, v ktorých sa vykonávajú operácie na opravu hlavných častí a zostáv automobilu; opravovňa vozňov (VSU), podvozkových, kolesových, brzdových zariadení (AKP); Miesto opravy JE (KPA). V osobných opravovniach automobilov sú hlavné aj: úsek na opravu elektrických zariadení; opravovňa chladiacich a klimatizačných systémov.
2. Pomocné sekcie - sekcie, na ktorých sa vyrábajú náhradné diely na opravu hlavných častí a zostáv automobilu: kovoobrábacie-mechanické; spracovanie dreva; inštrumentálne atď.
3. Obslužné priestory - priestory, ktoré zabezpečujú prácu hlavného a pomocného: kotolňa, transformátor, kompresorovňa, technické miestnosti atď.
Sekcie môžu zahŕňať oddelenia v závislosti od objemu technologického procesu.
1.2 Stanovenie režimu prevádzky depa a určenie fondu pracovného času
Pre podniky koľajových vozidiel sa spravidla používajú tieto režimy prevádzky:
1. denný 8-hodinový pracovný deň s dvoma voľnými dňami;
2. dvojzmenná práca s 12-hodinovým pracovným časom v časovom rozvrhu, s platbou vo sviatok podľa príslušných pravidiel;
3. štvorzmenný pracovný režim s 12-hodinovou pracovnou dobou.
Skutočný ročný fond odpracovaného času na jednu zmenu možno určiť podľa vzorca.
,diplomovej práce
1.2 Návrhy na zlepšenie organizácie opráv osobných automobilov v Rostovskom depe severokaukazskej železnice
Po analýze všetkých nedostatkov vozovne Rostov SKZhD je navrhnutých niekoľko opatrení súvisiacich s rekonštrukciou vozovne a opravovne automatických spriahadiel, ako aj so zlepšením technického vybavenia výrobných miest a oddelení.
Predovšetkým sa navrhuje:
Previesť opravu vozňov na in-line spôsob;
Urobte rozšírenie lakovacieho oddelenia pre dve autá;
Vykonajte rozšírenie na presun niekoľkých sekcií a organizáciu opráv vozíkov pomocou moderného spôsobu opravy vozíkov;
Rozšírte miesto na opravu automatických spojok a zorganizujte CPA so všetkými príslušnými oddeleniami;
Zaviesť lakovanie vozňov pomocou samohybných plošín, na ktorých sú namontované striekacie hlavy na nanášanie farby v elektrostatickom poli;
Implementovať sušiace zariadenia v Moskovskom regióne;
Aplikovať moderné technologické zariadenia vo výrobných oddeleniach v súlade s najnovšími Smernicami pre depové opravy vozňov CM /1/.
Prepravné zariadenia železníc
Organizácia dopravy v meste a vypracovanie návrhov na jej zlepšenie
cestná premávka doprava chodec Hlavnou nevýhodou na skúmanom úseku ulice je zdržiavanie vozidla a výjazd do protismerného pruhu, keďže zastavené vozidlá zaberajú väčšinu pruhu ...
Autosklad pre opravy nákladných vozňov je určený na depo, bežné dokončovacie opravy, výrobu a opravy autodielov pre potreby depa a miest údržby, ako aj opravy zariadení...
Organizácia práce sekcie kolies so zavedením čistenia dvojkoliek
V depe sa pri opravách vozňov používajú stacionárne a radové metódy. Pri stacionárnom spôsobe sú autá od začiatku do konca opravy na rovnakých pracoviskách. Každý z nich vykonáva celý rad prác na opravu vozňov...
Organizácia práce oddelenia opravy automatických spojok
Stupeň a intenzita opotrebenia pri prevádzke zariadení koľajových vozidiel závisí najmä od kvality údržby a opráv, prevádzkových režimov, kvality dielov a materiálov...
Prejazdové vozové depo má desať zlomkových koľají, z toho tri opravárenské, dve na odkladanie vozňov, jedna obchádzková, dve koľaje na nakládku a vykládku materiálu a dvojkolesí, dve výstavné koľaje na vysádzanie pasienkov. ...
Projekt depa osobných vozidiel s vývojom kontrolného bodu automatického spriahadla
Počet pozícií v APU (počet prestávok) určíme podľa vzorca (5) , cm, (5) kde T je čas, počas ktorého bolo auto v oprave, T = 40 hodín; m - počet posunov, m =1. Maximálny povolený počet pozícií na výrobnej linke určíme podľa vzorca (6), vag ....
Projekt depa osobných vozidiel s vývojom kontrolného bodu automatického spriahadla
Oprava zariadenia automatického spriahadla v príslušnom podniku sa vykonáva na niekoľkých miestach: - na mieste opravy automatického spriahadla, ktoré sa nachádza v samostatnej výrobnej budove ...
Oprava a údržba osobných automobilov
Oprava úseku ulice Iľjiča v oblasti zastávky „2. škola“
Hlavnou nevýhodou na skúmanom úseku ulice je množstvo jazdných pruhov. Cesta má 1 jazdný pruh v každom smere. To komplikuje prejazd najmä v oblasti miesta zastavenia a vedie aj k zvýšeniu pravdepodobnosti nehody...
Skvalitnenie cestnej premávky v lokalite zastávky osobnej dopravy „Kalinina ulica“ (smerom na Surganovu ulicu)
Návrhy na zlepšenie organizácie dopravy smerujú k odstráneniu zistených nedostatkov. V zásade sa niektoré nedostatky dajú takmer úplne odstrániť...
Zlepšenie systému dopravnej obslužnosti obyvateľstva
Východiskom pre vypracovanie strategického plánu na zlepšenie mestskej hromadnej dopravy by malo byť rázne rozhodnutie vedenia mesta. Rozhodnúť sa pre zmenu nebude jednoduché...
Zlepšenie technologických procesov pozemnej podpory leteckej dopravy na letiskách s prihliadnutím na moderné požiadavky
Existujúci systém organizácie nákladnej dopravy zažíva nerovnováhu v ekonomickom rozvoji hlavného mesta a regiónov a tiež neumožňuje Rusku prilákať tranzitnú dopravu...
Štruktúra a hlavné funkcie SOPS (služby osobnej dopravy)
1. Vylepšená počítačová podpora; 2. Do pozícií riadiacich pracovníkov by mali byť menovaní len odborníci s vyšším vzdelaním v oblasti organizácie a údržby leteckej dopravy alebo dopravných služieb; 3...
Údržba vozňov
ÚVOD
Jednotná dopravná sieť zahŕňa železničnú dopravu, vodnú (námornú a riečnu), cestnú, leteckú a potrubnú dopravu. Hlavným druhom dopravy v Rusku je železničná doprava, ktorá predstavuje 85 % celkového obratu nákladnej dopravy a asi 40 % osobnej dopravy. Primárnu úlohu železničnej dopravy určujú ekonomické a geografické vlastnosti: značné vzdialenosti, umiestnenie priemyselných podnikov, koncepcia výroby, osobitosť vodných ciest atď.
Úloha železníc má svoje špecifiká. Podniky, zariadenia a zariadenia železničnej dopravy sa nachádzajú na rozsiahlom území. Tisíce železničných staníc, vlečiek, dep, koľajových vzdialeností, mostov, oznamovacích a signalizačných zariadení, napájacích vzdialeností, výpočtových stredísk musia zabezpečiť nepretržitú a koordinovanú prácu na realizácii plánov nákladnej a osobnej dopravy. Proces prepravy sa vykonáva nepretržite, vo dne iv noci, kedykoľvek počas roka, bez ohľadu na počasie a klimatické podmienky. O úspechu tejto práce rozhoduje nielen spoľahlivosť technických zariadení, ale aj prehľadná, zosúladená činnosť všetkých špecialistov železničnej dopravy, preto centralizácia riadenia dopravy a výrobná disciplína v železničnej doprave majú prvoradý význam.
Spoľahlivosť a výkonnosť koľajových vozidiel možno bez preháňania nazvať základom ekonomiky celého železničného priemyslu. Vagón je kľúčovým článkom v reťazci organizácie prepravného procesu. Jeho technický stav do značnej miery určuje spoľahlivosť a výkonnosť priemyslu, jeho schopnosť nielen plniť najdôležitejšie úlohy štátu súvisiace s rozvojom a fungovaním priemyslu, ale aj finančne podporovať pre krajinu spoločensky potrebný komplex cestujúcich.
V poslednom desaťročí sa výrazne zmenili technické a ekonomické podmienky vozového parku. Boli na to objektívne dôvody súvisiace so stavom ekonomiky v krajine, dopytom po nákladnej doprave a štátnou tarifnou politikou. V dôsledku týchto procesov sa znížila potreba vozového parku, nákup nových vozňov bol prakticky zastavený, náklady na ich opravu boli znížené, systém opätovného použitia komponentov a dielov vyradených z vyradeného nadbytočného vozového parku široko používané.
V rámci prebiehajúcej reformy sa práve s cieľom zabezpečiť železničnú dopravu prevádzkyschopným vozovým parkom rozpúta konkurenčný boj medzi akciovou spoločnosťou Ruské železnice a ostatnými vlastníkmi. Je naliehavo potrebné identifikovať technické a technologické riešenia, ktoré prispievajú k skvalitňovaniu vozového parku a zlepšovať jeho výkon, ako aj hľadanie zásadných smerov pre dizajn a technologické zdokonaľovanie automobilov.
Aktuálnosť zvolenej témy je daná tým, že v depe osobných automobilov je potrebné zaviesť efektívnejšie spôsoby opráv automobilov, ktoré sa vyznačujú efektívnosťou a bezpečnosťou prevádzky.
Predmetom štúdia diplomového projektu je vozovňa osobných automobilov Samara s detailne vypracovaným auto-checkpointom (ACP).
1. TECHNICKÁ ČASŤ
1.1 Účel depa osobných automobilov
Autosklad je určený na vykonávanie plánovaných dep a generálnych opráv automobilov, opravy a montáže automobilových celkov a dielov. Na báze vozňového depa sa organizuje a zabezpečuje príprava vozňov na prepravu, ako aj údržba nákladných a osobných vozňov v hraniciach zriadených úsekov. Vagónové depo zahŕňa výrobné miesta a oddelenia na opravu a (alebo) údržbu vozňov.
Vagónové depá sú špecializované podľa typov vozňov: nákladné, osobné a chladiarenské. Nachádza sa tu aj skladisko na opravu kontajnerov.
Depá na opravu osobných automobilov sa nachádzajú na staniciach obsluhujúcich veľké mestá s veľkým prúdom cestujúcich. Ich pridelená flotila musí mať najmenej 400 vagónov. Od roku 2000 depá osobných áut zahŕňajú automobilové úseky, ktoré sú určené na komplexnú prípravu osobných vlakov na plavbu. K tomu majú body na vybavenie a umývanie áut, rezervy sprievodcov a služobné úrady pre cestujúcich (COP).
S tokom s najväčšou úplnosťou sa vykonávajú nasledovné:
najdôležitejšie princípy vysoko organizovanej výroby sú proporcionalita, rytmus, paralelizmus, priamy tok;
komplexná mechanizácia a automatizácia výrobných procesov, ako aj široké využitie vyspelých technológií;
umiestnenie pomocných sekcií a priehradiek pozdĺž montážnej plochy automobilu oproti pozíciám, kde sa diely odoberajú alebo umiestňujú na automobil, čo skracuje čas na ich prepravu z automobilu alebo do automobilu;
špecializácia prác v malom počte výrobných operácií, čo umožňuje zrýchliť výrobný cyklus opravy železničných vozňov.
In-line spôsob opravy zároveň vyžaduje stálosť objemu práce v opravovaných autách a homogenitu ich typov na každej výrobnej linke. Aplikácia metódy bola možná vďaka špecializácii vagónových dep na opravu jedného alebo dvoch typov vozňov, preto volíme práve túto metódu na opravu nielen vozňov, ale aj komponentov a dielov.
1.2 Stanovenie hlavných parametrov radovej výroby oblasti montáže automobilov
Výrobný proces opravy automobilov na potoku je organizovaný v súlade so základnými princípmi organizácie výroby: proporcionalita, priamy tok, kontinuita a rytmus. Preto je potrebné zdôvodniť parametre výrobného procesu opravy áut na potoku, medzi ktoré patrí rytmus uvoľňovania áut z opravy, rozsah prác, počet pozícií a výrobných liniek, cyklus výrobnej linky.
1.2.1 Stanovenie rytmu vyraďovania vozňa z opravy
Rytmus uvoľnenia vozňa z opravy ukazuje, koľko vozňov je počas určitého časového obdobia (hodina, zmena, deň) mimo opravy a určuje sa podľa vzorca (1.1)
kde - ročný program na opravu vozov v depe 750 vag. (špecifikované podmienkou);
Skutočný fond prevádzkového času vybavenia úseku montáže automobilu sa vypočíta podľa vzorca (1.4)
Ročný fond pracovného času tajného pracovníka sa určuje podľa vzorca:
Phyav \u003d (Dk - dout - dpr) tcm - dprev; (1,2)
kde Dk je počet kalendárnych dní, rok (365 dní);
dout - počet dní voľna, rok (116 dní);
dpr - počet sviatkov, rok (10 dní);
dprev - počet dní pred sviatkami, rok (9 dní);
tcm - trvanie zmeny, hodiny (8 hodín)
Fyav \u003d (365 - 116 - 10) * 8 - 9 \u003d 1903 h.
Ročný fond pracovného času zaradeného pracovníka sa znižuje o čas, počas ktorého pracovníci nie sú z dobrých dôvodov v práci, a určuje sa podľa vzorca:
Fsp \u003d Phyav (100 – E) / 100 (1,3)
kde E je celkový koeficient zohľadňujúci všetky plánované straty, t.j. dĺžka dovolenky, choroba, výkon verejných povinností, (8 %)
Fsp \u003d 1903 * (100 - 8) / 100 \u003d 1750,76 hodín.
Skutočný (efektívny) fond doby prevádzky zariadenia je určený vzorcom:
![]() Phyav*msm*ŋr (1.4)
Phyav*msm*ŋr (1.4)
kde mcm je počet zmien zariadenia (2);
ŋr je koeficient, ktorý zohľadňuje čas zariadenia v oprave (0,95 h).
1903*2*0,95 = 3615,7 hodín
Skutočný (efektívny) fond doby prevádzky zariadenia sme určili výpočtom vzorca 1.4. Túto hodnotu dosadíme do vzorca 1.1, aby sme určili rytmus uvoľnenia vozňa z opravy:
r=750/3615=0,207 voz/h
1.2.2 Definícia čela opravy
Prednou časťou práce sekcie montáže áut je počet súčasne opravovaných áut, umiestnených na pozíciách výrobno-dopravných liniek. Vypočíta sa podľa vzorca (1.5)
Fr \u003d rtv; (1,5)
kde tv je miera prestojov vozňov v oprave, hodiny (88,8)
Pá \u003d 0,207 * 88,8 \u003d 18,42 akceptujeme 18 vag.
1.2.3 Určenie čela výrobných liniek
Predná časť výrobných liniek pre depo pre cestujúcich je daná podmienkou Пв=3 výrobné linky.
1.2.4 Stanovenie počtu výrobných liniek potrebných na zvládnutie daného programu
Počet výrobných liniek potrebných na zvládnutie daného programu sa určuje v závislosti od rozsahu práce, počtu pozícií na výrobnej linke a počtu áut inštalovaných na každej opravárenskej pozícii podľa vzorca
kde C je počet pozícií na výrobnej linke (6);
nv je počet vozňov na pozícii (1).
Ppl \u003d 18,42 / 6 * 1 \u003d 3,07 akceptujeme 3 výrobné linky.
1.2.5. Určenie načasovania uvoľnenia vozňov
Takt výrobnej linky je čas, keď sú autá na každej pozícii, alebo časový interval medzi postupným uvoľnením áut z opravy z výrobnej linky. Jeho hodnota sa vypočíta podľa vzorca
kde tv je trvanie zmeny, h.
C je počet výrobných liniek.
Nahradením číselných hodnôt vo vzorci 1.7 dostaneme:
1.2.6 Výpočet výrobnej kapacity
Po určení hlavných parametrov technologického procesu vypočítame kapacitu (maximálny možný program) sekcie montáže automobilu podľa vzorca
MVSU \u003d 3615 * 18,42 / 88,8 \u003d 749,868≈750 vag.
Porovnaním získaného výsledku výpočtu výrobnej kapacity s daným programom, ktorý sa môže pohybovať v rozmedzí 20 %, projekt akceptuje ročný výrobný program na opravu vozňov 750 vozňov ročne.
1.2.7 Určenie rozmerov montážnej plochy vozňa
Celkové rozmery depa APU (dĺžka, šírka, výška) závisia od parametrov výrobného procesu. Spôsob opravy vozňov v depe a druh opravovaných vozňov.
Dĺžka APU s in-line metódou opravy automobilov a prítomnosť lakovacieho oddelenia v ňom sa vypočítava s prihliadnutím na počet pozícií na výrobnej linke a organizáciu opravárenských prác na nich:
Lvsu \u003d (Fs + Fm) * lv + lr + ltr + lt (Fs - 1) * l1 + 2l2 + (Fm - 1) * l3 + 2l4 (1,9)
kde Fs je počet áut (predná časť práce) na jednej koľaji montážneho oddelenia (5 áut)
Fm - počet áut (pracovné čelo) na jednej koľaji lakovacieho oddelenia (1 auto.)
lv - odhadovaná dĺžka auta (akceptovaná podľa technologických konštrukčných noriem pre celokovové pasažierov (26 m.)
lp - dĺžka koľajového úseku pre vysúvanie a zasúvanie podvozkov polohy zdvihu skrine (berieme 15m pre dvoch cestujúcich)
ltr - šírka priechodu pre prepravu podvozkov vozňov (6m.)
lt - šírka vestibulu zámku medzi montážnym a lakovacím oddelením (6m.)
l1 - dĺžka intervalu medzi dvoma susednými autami v montážnom oddelení (2 m.)
l2 - vzdialenosť od čelnej steny montážneho priestoru a priečky predsiene oddeľujúcej montážny priestor od molárneho oddelenia, k automatickým spojkám krajných vozňov (4m.)
l3 - dĺžka intervalu medzi susednými vozňami v molárnom oddelení (4 m. Berúc do úvahy výrobu mechanizovaného lakovania koncových stien vozňa)
l4 je vzdialenosť od čelnej steny lakovacieho oddelenia a od predsieňovej priečky k automatickým spojkám krajných vozňov (4m, berúc do úvahy výrobu mechanizovaného lakovania čelných stien vozňov).
Ľvsu \u003d (5 + 1) * 26 + 15 + 6 + 6 * (5 - 1) * 2 + 2 * 4 + (1 - 1) * 4 + 2 * 4 \u003d 240 m.
Šírka APU budovy APU sa určuje na základe počtu výrobných liniek npl alebo počtu opravárenských koľají a vzdialeností medzi osami susedných koľají.
Vvsu \u003d a + a + b * (npl - 1); (1,10)
kde a je vzdialenosť od bočných stien osi extrémnej dráhy na oboch stranách, rovná 5 m.
c - vzdialenosť medzi osami susedných koľají (výrobných liniek) rovná trojkoľajovému úseku (7 m.)
Vvsu \u003d 5 + 5 + 7 (3 - 1) \u003d 24 m.
Určme plochu oblasti montáže automobilu, ktorá sa vypočíta podľa vzorca
S=lvs*Vvs (1,11)
S=240*24=5760m²
Výška montážnej plochy auta h=10,8m.
Určme objem montážnej plochy automobilu podľa vzorca
V=5760*10,8=62208m³
V tejto časti som zhodnotil hlavné parametre in-line výroby na mieste montáže automobilov: rytmus uvoľňovania automobilov z opravy, predná časť opravy, predná časť práce výrobných liniek, cyklus výroby automobilov. , výrobnú kapacitu, a určil počet výrobných liniek potrebných na zvládnutie daného programu. Tiež v časti 1.2.7. diplomového projektu som podľa noriem technologického riešenia a špecializácie vozovne pre cestujúcich určil rozmery montážnej plochy vozňov, ako je dĺžka Lvsu=240m., šírka Vvsu=24m., plocha S=5760 m². , výška h=10,8m., objem V=62208 m³ .
1.3 Rozmery plôch výrobných miest a oddelení
Rozmery plôch výrobných miest a oddelení závisia od výrobného programu, spôsobu opravy, trvania technologických operácií, technologického vybavenia a celkových rozmerov prijímaného zariadenia. Približné veľkosti pracovísk a oddelení sú uvedené v tabuľke č
Tabuľka č.1 Približné veľkosti parciel a oddelení
|
Pozemky a oddelenia |
Norma (m2) plochy opravovne vozňov |
Výška od hlavy koľajnice (m) po spodok podlahovej konštrukcie |
|
|
cestujúci |
Nové sklady |
Zrekonštruované (alebo rozšíriteľné sklady) |
|
|
Ročný program |
|||
|
Vogo-zberateľstvo |
|||
|
Maľovanie |
|||
|
Oblasť opravy vozíkov |
|||
|
Opravovňa dvojkolesí |
|||
|
Opravovňa valivých ložísk |
|||
|
elektrické zariadenie Rádiové zariadenia a telefónov nabíjanie batérie |
|||
|
Oblasť opravy chladiacej jednotky |
|||
|
Pobočky: Oprava prevodového kardanu pohony automatické spojky zámočnícko-mechanické kovanie a lisovanie automatická brzda elektrické zváranie príprava farby oprava hydrauliky tlmiče vibrácií zámočníka a kľúča opravy vykurovacích zariadení, zásobovanie vodou a vetranie oprava kotlov montáž a vyberanie zrkadlo oprava toalety tesárske práce a tapety metalizácia galvanicky pokovované povlaky polymérne produkty |
|||
|
Opravárenská a mechanická časť |
|||
|
Oblasť opravy elektroenergetického zariadenia skladu |
|||
|
drevospracujúca oblasť |
|||
|
Oddelenie výdaja nástrojov |
|||
|
Oblasť opravy a údržby |
|||
|
kompresor |
|||
|
Náhradné diely špajza |
|||
|
Sklad nebezpečných materiálov |
|||
1.4. Usporiadanie výrobných miest a oddelení
Vzájomné usporiadanie opravárenských a obstarávacích a pomocných zariadení depa, ktoré sa nachádza v jednej budove s areálom montáže automobilov, by malo zabezpečiť realizáciu technologického procesu opravy automobilov a dielov s čo najmenšími časovými, pracovnými a prepravnými nákladmi. Preto pri plánovaní výrobných miest a oddelení je potrebné dodržiavať tieto základné požiadavky:
dodávka vozňov do oblasti montáže vozňov sa vykonáva z jedného konca budovy depa a uvoľnenie z opravy - z druhého podľa princípu priechodného toku;
všetky úseky oddelenia sú umiestnené čo najbližšie k pozíciám, kde sa časti áut odstraňujú alebo po oprave namontujú na opravované autá;
oddelenia, v ktorých sa vykonáva horúca práca, sú umiestnené na jednom mieste a izolované od ostatných oddelení ohňovzdornou priečkou;
vozík, kolesové sekcie a tesárske oddelenie sú umiestnené na koncovej strane budovy a zdravotne škodlivé pracovné oddelenia (galvanické, metalizačné, polymérové povlaky) sú umiestnené v izolovaných miestnostiach s prívodom a odvodom vzduchu;
úsek opravy elektrovýzbroje osobných automobilov so všetkými jeho sekciami je umiestnený na jednom mieste, na jednej z koncových strán budovy depa, a batériové a impregnačné úseky sú izolované;
oddelenie výdajne náradia pre všetky typy dep sa nachádza v strednej časti budovy;
lakovacie oddelenie sa môže nachádzať na pokračovaní montážneho areálu automobilov, avšak s povinným oplotením zámkovým vestibulom so šírkou minimálne 6 m alebo v samostatnej budove.
Príprava vozňov na opravu a demontáž sa nachádza mimo hlavnej budovy na špeciálne určených miestach.
Úsek opravy brzdových zariadení je súčasťou systému opravovne a obstarávania a nachádza sa v rovnakej miestnosti ako dielňa podvozkov.
1.5 Rozvoj areálu vozovne
Návrh vozového depa sa vykonáva podľa pokynov zákazníka (železnice), schváleného ruskými železnicami.
Úloha obsahuje tieto údaje: názov pododdielu (nákladná, osobné auto), podklady pre projektovanie a typ stavby (nová alebo rekonštruovaná), stavenisko, sortiment a ročný naturálny program a hodnotové pojmy, typ odporúčaných áut a druh opravy, spôsob prevádzky, špecializácia a spolupráca s inými organizáciami, zdroje zásobovania depa elektrinou, teplom, plynom, stlačeným vzduchom a vodou, čas výstavby a ďalšie počiatočné údaje.
Vzájomné usporiadanie budov a stavieb na území depa závisí od mnohých faktorov a musí spĺňať tieto požiadavky:
maximálne zabezpečenie priameho pohybu vozňov a ich jednotiek počas procesu opravy;
možnosť maximálnej integrácie priemyselných priestorov a zariadení v jednej budove;
umiestnenie budov a stavieb vo vzťahu k stranám súpravy a smeru prevládajúceho vetra, poskytujúce najpriaznivejšie podmienky pre ich prirodzené osvetlenie a prevzdušňovanie;
najväčšie zabezpečenie pohybu tovaru technologickou dopravou a najkratšia dĺžka energetických komunikácií;
berúc do úvahy smer prevládajúcich vetrov a zabezpečenie požiarnej bezpečnosti;
bezpečný, na najkratšie vzdialenosti, peší pohyb pracovníkov depa do priestorov vybavenosti, pracovísk bez prechodu alebo s najmenším počtom prechodov na rovnakej úrovni s tokmi tovaru a opravovaných vozňov;
obojsmerná križovatka projektovaného depa do železničnej stanice, bez križovania hlavných koľají a vytvárania uzlových tokov pri zásobovaní vozov na opravu a čistenie po oprave.
1.6 Výpočet personálu pracovných opravárenských úsekov a oddielov pre osobné automobily
Počet výrobných pracovníkov sa vypočíta podľa ročného programu opráv vozňov podľa normy na počet výrobných pracovníkov na vozeň ročného programu opráv depa. Normy pre dochádzkový počet výrobných pracovníkov na jeden automobil ročného programu opráv depa sú prevzaté z technologických konštrukčných noriem.
Obsluhujúci personál opravárenských miest a oddelení depa sa určuje podľa vzorca:
Rav \u003d Nv * k / 100 ľudí, (1,13)
kde k je koeficient, prevzatý z technologických návrhových noriem pre depo na opravu osobných automobilov VSN 02-91 (18,48)
Rav=750*18,48/100=138,6 prijmeme 139 ľudí.
Zoznam zamestnancov pracovných miest opráv a oddelení depa je určený vzorcom:
Rsp \u003d Rav * (1 + Kzam) osoba, (1,14)
kde Kzam - náhradný pomer, berúc do úvahy neprítomných pracovníkov z dôvodu choroby, dovolenky, služobných ciest; Kzam = 0,07.
Rsp=138,6*(1+0,07)=148,302 prijímame 149 ľudí.
Počet ekonomických pracovníkov pre vozňové depá sa predpokladá na 12 % z celkového počtu pracovníkov zamestnaných pri opravách vozňov a je určený:
Rhoz \u003d Rsp * 0,1 osoby, (1,15)
Rhos=148,302*0,1=14,8302 prijme 15 ľudí.
V časti 1.6. maturitný projekt, vypočítal som: tajný personál pracovníkov opráv - 139 ľudí; zoznam zamestnancov pracovných miest opráv - 149 ľudí; počet ekonomických pracovníkov - 15 osôb.
1.7 Určenie administratívneho a riadiaceho, prevádzkového a výrobného a dielenského personálu depa
Normy pre počet stálych miest depa na opravu osobných automobilov sú prevzaté z noriem technologického dizajnu.
Tabuľka č. 2 Normy pre počet miest na plný úväzok
|
Názvy pozícií a profesií |
Personálne normy pre produktivitu depa, vozne/rok |
|
Manažér depa |
|
|
Zástupca náčelníka |
|
|
Hlavný inžinier |
|
|
Hlavný strojný inžinier |
|
|
Pracovný a mzdový inžinier |
|
|
ekonóm |
|
|
Vedúci oddelenia ľudských zdrojov |
|
|
tajomník |
|
|
Výrobné a technologické oddelenie: |
|
|
Vedúci technického oddelenia |
|
|
účtovníctvo: |
|
|
Hlavný účtovník |
|
|
účtovník |
|
|
Hlavný majster |
Jeden pre 3-4 majstrov |
|
kontrolný bod opravy bŕzd |
Jeden za bod |
|
na opravu dvojkolesí |
Jeden za zmenu výrobnej oblasti |
|
na opravu nápravovej skrine s valčekovými ložiskami |
Jeden za zmenu výrobnej oblasti |
|
oprava vozňa |
Jeden pre 15-35 pracovníkov |
|
na opravu a výrobu dielov pre vagóny |
Jeden pre 15-35 pracovníkov |
|
opravy mechanických zariadení |
Jeden pre 15-35 pracovníkov |
|
Vagónový prijímač |
|
|
Depotný procesný inžinier |
|
|
Prideľovač skladu |
|
|
Inštruktor automatickej brzdy a automatickej spojky |
|
|
Operátor |
|
|
Skladník |
|
|
Dispečer |
Jeden za zmenu - 2 |
1.8 Vypracovanie opatrení v depe na ochranu prírody a životného prostredia
Depo uvažované v projekte sa nachádza v meste Samara, ktoré je z hľadiska stavu atmosféry zaradené do zoznamu najnepriaznivejších miest Ruskej federácie. Vzhľadom na to je potrebné venovať ešte väčšiu pozornosť problematike ekológie a ochrany životného prostredia v podniku, najmä preto, že depo sa nachádza v centre mesta v blízkosti obytných štvrtí. Prítomnosť zelených plôch v oblasti depa do určitej miery zlepšuje environmentálnu situáciu.
Škodlivé látky sa dostávajú do atmosféry cez odsávacie ventilačné systémy, komín kotolne, systémy na odstraňovanie znečisteného vzduchu z obrábacích strojov na spracovanie kovov a iných materiálov. Najnebezpečnejšie výrobné procesy z hľadiska znečistenia ovzdušia sú: montážne miesto; maliarsky, strojársky a kováčsky odbor; ako aj zváracie, akumulátorové, galvanické oblasti. V dôsledku ich práce sa do atmosféry uvoľňuje značné množstvo toxických látok, ako je oxid železa, mangán a jeho zlúčeniny, nikel, alkalické a kyslé výpary a olejové aerosóly.
Pri výrobe zváračských prác sa do ovzdušia uvoľňujú látky škodlivé pre ľudské zdravie a životné prostredie. Medzi nimi sú fluorovodík, zlúčeniny mangánu, fluoridy, kovy a ich oxidy, zváracie aerosóly. Okrem toho môže dôjsť k plynovej kontaminácii miestnosti pri nedokonalom spaľovaní plynu a nedostatočnom vetraní a ťahu, zlej regulácii spaľovacieho procesu. Uvoľňovaniu škodlivých látok a ich šíreniu v ovzduší treba predchádzať dobrou organizáciou technologického procesu a racionálnym umiestnením zariadení na ochranu ovzdušia.
Ak budú splnené všetky požiadavky zákona Ruskej federácie „O ochrane životného prostredia“, 2002, nariadenia a „Environmentálny program na ochranu životného prostredia na roky 2001-2005“, ako aj zavedenie moderných čistiacich technológií do výrobných procesov, podnik budú môcť výrazne znížiť emisie škodlivých nečistôt do ovzdušia, a tým aj platbu za ne. V roku 2002 prijala Ruská federácia zákon „o ochrane životného prostredia“. Hlavnými princípmi ochrany životného prostredia sú hustota využívania prírody a kompenzácia environmentálnych škôd spôsobených škodlivými emisiami, ako aj zabezpečenie znižovania škodlivých emisií. Negatívnym vplyvom na životné prostredie sa zaoberá článok 16 ods.
Hodnota noriem pre maximálne prípustné hodnoty emisií pre každý podnik škodlivého zdroja emisií sa stanovuje s prihliadnutím na výsledky výpočtov znečistenia ovzdušia. Podľa právnych predpisov Ruskej federácie je povinnosť podniku a organizácií, ktorých činnosť súvisí s emisiami znečisťujúcich látok do ovzdušia, vykonávať organizačné a technické opatrenia na splnenie podmienok a požiadaviek ustanovených v rozhodnutiach o emisiách. , prijímať opatrenia na znižovanie emisií znečisťujúcich látok, zabezpečovať efektívnu nepretržitú prevádzku a udržiavať v dobrom stave zariadenia a zariadenia na úpravu a kontrolu emisií.
Posúdiť ekonomickú kapacitu ekosystému a naň rozhodne prípustný antropogénny vplyv na životné prostredie a na jeho základe sa vykoná posúdenie vplyvov na životné prostredie.
Právnym základom expertízy v oblasti životného prostredia sú zákony, uznesenia a vyhlášky, ako aj rôzne medzinárodné dokumenty.
Analýza a výpočty znečistenia životného prostredia uvažovanými objektmi. Opatrenia na zníženie znečistenia a poplatkov.
Na odstránenie škodlivých látok zo vzduchu je nainštalovaná výkonná jednotka na čistenie vzduchu vybavená špeciálnym filtrom na čistenie vzduchu od nečistôt.
V miestnosti, kde sa vykonávajú zváracie a povrchové práce, je inštalované nútené vetranie. Vetranie je vybavené množstvom špeciálnych filtrov na čistenie vzduchu od prachu a rôznych nečistôt.
Na zníženie emisií škodlivých plynov sú zváracie plochy vybavené filtrami na elektrostatické zachytávanie zváracích aerosólov. Vírivý prístroj s trojfázovou vrstvou je určený na zachytávanie prachu a čistenie výfukových plynov z oblastí zvárania.
Vetranie sa používa aj pri sústružení a brúsení prvkov automatických spojok a pri ostrení zariadení v kovoobrábacom priestore.
Inštalujú sa elektrostatické odlučovače, skupinové a batériové cyklóny, penové aparáty (absorbenty zavlažované vodou).
Vypracováva sa inventár zdrojov škodlivých emisií zo stacionárnych zdrojov. Na odstránenie emisií sa používa lokálne odsávacie vetranie. Inštalácia (UOV-1) poskytuje účinnosť čistenia 80-90%. Rozsah - na čistenie vzduchu v oblastiach vzdialených od zvárania a navárania.
Likvidácia odpadu je organizovaná za účasti organizácie oprávnenej na zneškodňovanie.
V miestach, kde dochádza k rozliatiu ropných produktov (obrábacie stroje), sa počíta s ich okamžitým odstránením a použitím olejových kúpeľov.
Miestne vetranie je zabezpečené v oblasti detekcie chýb, suspenzia odpadu sa zhromažďuje v špeciálnych nádobách na ďalšie opätovné použitie v práci.
1.9 Vypracovanie opatrení v depe na zaistenie bezpečnosti vlakovej dopravy
V tomto odseku je potrebné popísať požiadavky na vypracovanie opatrení v depe na zaistenie bezpečnosti vlakovej dopravy.
Pri sprevádzaní vlakov osobnej dopravy a pri odchode z trate kontrolovať stav zariadení pre cestujúcich (nástupísk).
Organizovať a vykonávať neohlásené (vrátane nočných) kontrol dodržiavania požiadaviek PTE a popisov práce zamestnancami. Výsledky majú byť zvážené v kolektívoch workshopov s prijatím opatrení na zabránenie porušovaniu a postavenie páchateľov pred súd.
Vyšetrovať a analyzovať prípady Udalostí vo vlakovej a posunovej prevádzke, meškania osobných vlakov s vypočutím vysvetlení páchateľov a vedúcich predajní na prevádzkových poradách, zisťovanie príčin priestupkov, určovanie opatrení na ich odstránenie, vyvodenie disciplinárnej a finančnej zodpovednosti vinníkov v v súlade s platnou legislatívou. Podľa požiadaviek vyhlášky 1Ts-94 a Ministerstva dopravy Ruskej federácie zo dňa 25. decembra 2006 č. 163, vyhlášky ruských železníc OJSC č. 801 zo dňa 4. mája 2007 do 3 dní.
Uskutočnite jeden „Deň bezpečnosti". Zúčastnite sa prebiehajúcich „Dní bezpečnosti" v rušňových depách, aby ste spoločne vypracovali opatrenia na odstránenie porúch v osobných vlakoch, ktoré sa vyskytnú po ceste.
Vykonať vyšetrovanie a analýzu porúch v prevádzke EPT, rádiovej komunikácie "Vladár-vodič", signalizácie SKNB, (SKNBP), UPS. V zime na miestach vzniku, obratu a na ceste zabezpečiť čistenie pojazdov, nádrží ECTC, pohonov generátorov od ľadu a snehu osobných automobilov.
Na účely udržateľnej prevádzky osobných automobilov vykonajte tieto práce:
Jednorazová revízia valčekových nápravových skríň, ktoré sú v prevádzke;
Jednorazová jarná a jesenná revízia samobrzdového zariadenia.
Jednorazová revízia autobatérií a SKNB.
Kontrola a meranie dvojkolesí.
Vykonajte jarnú a jesennú kontrolu automatickej spojky s odpájaním pomocou šablóny č. 940P a povinnú kontrolu vyvýšenia protizávažia držiaka zámku nad policou s lištou.
Pri kontrole kvality prípravy osobných vlakov na let, opravách a údržbe komponentov a dielov kontrolovať tesnenie vypúšťacích a plniacich zátok v prevodovkách na strednej časti nápravy, kontrolovať znalosti vykonávateľov, stav merania zariadenia na náradie a stojany. Vypočuť si zástupcov prednostu depa, vedúcich záloh výpravcov o plnení základných štandardov osobnej účasti na organizácii bezpečnosti vlakovej dopravy.
Vykonávať jarné a jesenné prehliadky stavieb, prístrojov, obslužných a technických budov, kontrolovať vykonávanie technológie práce, stav práce a výrobnú disciplínu, bezpečnosť dopravy.
Praktické technické cvičenia s LNP a MKP o činnosti samočinných bŕzd pri zaseknutí dvojkolesí, odstraňovaní a zisťovaní príčin samovoľného odpájania automatických spriahadla na trase, odpájaní horiaceho vozňa od vlaku, používaním hasiacich prístrojov všetkých typov, sebazáchrancov SPI-20 a o prevádzke rádiokomunikačných staníc RV-2, 4
Kontroly obsahu a používania prostriedkov nedeštruktívneho skúšania automobilových dielov vykonávať podľa pokynov Ministerstva železníc zo dňa 5.4.2000 č.8 Ts.
Vykonávať cielené kontroly stavu bŕzd osobných áut odložených z pohybu v zimnom období, venovať osobitnú pozornosť stavu mriežok, rozdeľovačov vzduchu č. 292, brzdových valcov, ťahadiel, s prípravou úkonov.
Monitorovať plnenie tohto akčného plánu bezpečnosti dopravy na rok 2010.
2 . INDIVIDUÁLNA ČASŤ
. INDIVIDUÁLNA ČASŤ
2.1 Účel stránky
Priestor pre automatické brzdy sa používa na opravu a testovanie spojovacích objímok, koncových ventilov, automatických režimov a iného brzdového zariadenia, ktoré bolo z vozidiel odstránené pri opravách v depe.
Pod režimom prevádzky sa rozumie určité striedanie času práce a odpočinku.
Koncepcia spôsobu prevádzky určuje: nespojitosť alebo plynulosť výroby, počet pracovných dní v roku a v týždni, počet sviatkov v roku, dĺžku pracovného týždňa v hodinách, počet pracovných zmien za deň. , trvanie zmeny v hodinách.
Pri výbere režimu robota pre depo by sa malo vychádzať zo 40-hodinového prerušovaného dvojzmenného päťdňového pracovného týždňa.
Vo vozovniach, ich úsekoch a oddeleniach možno použiť nasledovné prevádzkové režimy.
1 Denný dvojzmenný päťdňový pracovný týždeň s dvoma voľnými dňami a dĺžkou zmeny 8 hodín.
2 Pohyblivý rozvrh so striedaním dvoch dní práce a dvoch dní odpočinku v dvoch alebo jednej zmene po 12 hodín.
3 Nepretržitá práca - deň, noc 12 hodín a odpočinok po nočnej zmene v dĺžke 48 hodín.
Pre oddelenie auto-brzdy nastavíme režim prevádzky: Denný jednozmenný päťdňový pracovný týždeň s dvomi voľnými dňami a dĺžkou zmeny 8 hodín.
Prietoková metóda je pokročilá forma organizácie opráv a vyznačuje sa tým, že autá sa počas procesu opravy pohybujú v určitých intervaloch z jednej polohy do druhej. Každé stanovište je zároveň vybavené mechanizmami a zariadeniami v súlade s vykonávanou prácou a pracovníci na svojich pracoviskách vykonávajú opravy na každom vozni inštalovanom na tomto stanovišti.
S tokom sú najdôležitejšie princípy vysoko organizovanej výroby implementované s najväčšou úplnosťou: proporcionalita, rytmus, paralelnosť, priamy tok; komplexná mechanizácia a automatizácia výrobných procesov, ako aj široké využitie vyspelých technológií; umiestnenie pomocných sekcií a priehradiek pozdĺž montážnej plochy automobilu oproti pozíciám, kde sa diely odoberajú alebo umiestňujú na automobil, čo skracuje čas na ich prepravu z automobilu alebo do automobilu; špecializácia prác v malom počte výrobných operácií, čo umožňuje zrýchliť výrobný cyklus opravy železničných vozňov.
In-line spôsob opravy zároveň vyžaduje stálosť objemu práce v opravovaných autách a homogenitu ich typov na každej výrobnej linke. Využitie tejto metódy v projekte je možné, keďže projektované depo je špecializované na opravu jedného typu vozňov, preto volíme túto metódu pri opravách nielen vozňov, ale aj komponentov a dielov.
2.2 Stanovenie pracovného programu staveniska
Program opráv priestoru pre automatické brzdy je 750 sád za rok.
Sada obsahuje: Podmienečný rozdeľovač vzduchu č. 292-001, elektrický rozdeľovač vzduchu podmienečný č. 305-000, brzdový valec, náhradná nádrž, dva koncové ventily, dve spojovacie manžety podmienečné č. dva uzatváracie ventily, zberač prachu, dva elektrické vodiče, automatické nastavovanie páky.
2.3 Určenie personálu pracovníkov. Rozdelenie personálu podľa hodností a zmien
Počet výrobných pracovníkov sa vypočíta podľa ročného programu opráv vozňov a normy na počet výrobných pracovníkov na meter ročného programu opráv depa.
Počet zamestnancov s účasťou zamestnancov sa určuje podľa vzorca:
Rav.working = Ny a1/100, ľudia (2,1)
kde Nu je program na opravu lokality.
a1 - počet výrobných pracovníkov:
opravár koľajových vozidiel - 0,610
sústružník - 0,198
pomocný robotník - 0,110
Rav.sl.p.s \u003d 750 * 0,610 / 100 \u003d 4,757 akceptujeme 5 ľudí
Rav.t \u003d 750 * 0,198 / 100 \u003d 1,485 akceptujeme 2 osoby
Rav.p.r. \u003d 750 * 0,110 / 100 \u003d 0,825 akceptujeme 1 osobu
Stav zoznamu je určený vzorcom:
Rsp. = Rav.working K, people (2.2)
kde K je výstupný koeficient, predpokladá sa 1,07
Rsp.sl.p.s. \u003d 4,757 * 1,07 \u003d 5,089 akceptujeme 5 ľudí
Rsp.t \u003d 1,485 * 1,07 \u003d 1,589 akceptujeme 2 ľudí
Rsp.p.r. \u003d 0,825 * 1,07 \u003d 0,883 akceptujeme 1 osobu
Určujeme všeobecný zoznam zamestnancov
Rsp = Rsp.1 + Rsp.2+…., osoba (2.3)
Rsp \u003d 5 + 2 + 1 \u003d 8 ľudí
Nastavte výboj .
Priemerná úroveň práce pre zámočníkov pri oprave koľajových vozidiel je 5. Číslicová kapacita zámočníka teda bude:
2 osoby v šiestej kategórii,
1 osoba v piatej kategórii,
2 osoby v štvrtej kategórii.
Kategória práce pre sústružníkov je 6, teda v šiestej kategórii sú 2 ľudia.
Pomocný pracovník jeden v tretej kategórii.
Projekt akceptuje prácu na stavbe na opravu brzdového zariadenia v jednej zmene.
Zloženie jednej zmeny bude:
opravár koľajových vozidiel:
2 osoby v 6. kategórii
1 osoba v 5 kategórii
2 ľudia v 4 kategóriách
obracačky na sústruženie dielov:
2 osoby v 6. kategórii
pomocní pracovníci:
1 osoba v 3 kategórii
Projekt akceptuje prácu na stavbe v jednej zmene. Smenu vedie platiteľ.
Tabuľka č.3 Personálne obsadenie sekcie AKP
|
Názov profesie |
Počet osôb |
Pracovné podmienky |
|
|
Predák stránky AKP |
Normálne |
||
|
Celkom: |
|||
|
Normálne |
|||
|
Opravár koľajových vozidiel |
Normálne |
||
|
Opravár koľajových vozidiel |
Normálne |
||
|
Normálne |
|||
|
Pomocní pracovníci |
Normálne |
||
|
Celkom: |
|||
2.4 Určenie veľkosti šarže
Plocha depa závisí od typu a objemu vykonanej práce, typov inštalovaných zariadení a ich množstva, noriem špecifickej plochy na jednotku zariadenia alebo vybavenia. Ročný program opráv áut na úseku AKP je daný stavom Ng=750 sad, preto v nadväznosti na technologické konštrukčné normy pre depo na opravu osobných áut VSN 02-91 viem určiť plochu S= 72m² a výška h=4,8m. Keď poznáme oblasť, určíme dĺžku úseku podľa vzorca:
S=L*b, m2 (2,4)
kde L je dĺžka úseku.
b-šírka pozemku, rovná 18m alebo 12m., Akceptujeme 12m podľa projektu.
L = S/b = 72/12 = 6 m. (2,5)
Objem pozemku je určený:
kde h je výška pozemku.
V=72*4,8=345,6m³
Pri znalosti ročného programu úseku AKP som určil rozmery tohto úseku: plocha S=72m², dĺžka L=6m, výška h=4,8m, šírka b=12m, objem V=345,6m³.
2.5 Výber vybavenia a jeho umiestnenie do plánu lokality
Pri výbere zariadení sa berú do úvahy požiadavky súčasných pokynov na ochranu práce, priemyselnú sanitáciu, požiarnu ochranu a priemyselnú estetiku.
Zariadenia sú umiestnené tak, aby poskytovali čo najkratšie cesty pre pohyb opravovaných jednotiek, aby sa zabránilo ich protikružným alebo slučkovým pohybom, ktoré vytvárajú zvýšené nebezpečenstvo.
Hlavné technicko-ekonomické charakteristiky zariadenia pre úsek kontrolného bodu sú uvedené v tabuľke č.4
Tabuľka č.4 Zoznam zariadení pre úsek kontrolného bodu brzdy
|
Názov zariadenia, príslušenstva a zariadení |
Počet jednotiek |
Technické špecifikácie; rozmery, mm. |
Výkon, kWt |
Náklady, trieť. |
Odpisová sadzba, % |
Suma odpisu, rub. |
||||||||||
|
Demontážny stôl |
||||||||||||||||
|
Práčka |
Typ MRP, 3000x1500x300 |
|||||||||||||||
|
Opravárenský a montážny stôl |
||||||||||||||||
|
Vŕtačka |
typ 2170, 980x825x2295 |
|||||||||||||||
|
brúska |
||||||||||||||||
|
ostriaci stroj |
Univerzálny, 1200x1215x1400 |
|||||||||||||||
|
Pneumopress |
||||||||||||||||
|
Stojan na testovanie rozdeľovačov vzduchu (pneumatické) |
1200x550x1950 Vlastná výroba podľa návrhu PKB TsV MPS RP 398.000 |
|||||||||||||||
|
Stojan na opravu a testovanie brzdových hadíc SAIR |
CJSC "TORMO" |
|||||||||||||||
|
Stojan na testovanie rozdeľovača vzduchu a elektrického rozdeľovača vzduchu UKVRP |
CJSC "TORMO" |
|||||||||||||||
|
výložníkový žeriav |
nosnosť 2t., L=10000 |
|||||||||||||||
|
Skrutkovací sústruh |
typ 1A-62, 2680x1580 |
|||||||||||||||
|
Horizontálny lapovací stroj (plochý pohon) |
||||||||||||||||
|
Vertikálny dokončovací stroj |
||||||||||||||||
|
Celkom |
||||||||||||||||
Hlavné náklady na materiál a náhradné diely na mieste kontroly sú uvedené v tabuľke č.5
Tabuľka č. 5 Náklady na materiál a náhradné diely
|
Názvy materiálov a náhradných dielov |
Jednotka merania |
Norma na auto (pre vozový park 1 milión vozokilometrov) |
Množstvo pre ročný program Ng=750 |
Jednotková cena, rub. |
Celkové náklady, rub. |
|
5 rub./kg. |
|||||
|
9 rub./kg. |
|||||
|
Drôt |
6 rub./kg. |
||||
|
Tesnenia |
4,5 rubľov / kg. |
||||
|
Platby |
20 rub./kg. |
||||
|
Bránice |
7 rub./kg. |
||||
|
23 000 rub./tn. |
|||||
|
25 rubľov / kus |
|||||
|
12 rubľov / kus |
|||||
2.6 Popis technologického postupu prevádzky kontrolného bodu
Oprava brzdových zariadení v automatickej prevodovke je organizovaná uzlovou metódou s pridelením nezávislej oblasti na vonkajšie čistenie a demontáž zariadení.
Brzdové zariadenia a armatúry prijaté na opravu sa odošlú do oblasti predbežného čistenia a umývania a položia sa na stôl
Po vonkajšom očistení kovovou kefou a prefúknutí stlačeným vzduchom sa všetky zariadenia a armatúry podrobia vonkajšiemu umytiu v práčke 1 horúcou vodou s teplotou (55 - 70 °C) pod tlakom minimálne 1,6 MPa. V prípade silnej kontaminácie by sa malo vykonať vonkajšie umytie zariadení 3-5% roztokom lúhu sodného a následné opláchnutie čistou vodou. Použitie petroleja, benzínu a iných agresívnych prostriedkov na umývanie brzdových zariadení nie je povolené.
Po umytí sa armatúry posielajú na miesto opravy a rozdeľovače vzduchu sa privádzajú na demontážny stôl, kde sa utierajú technickou vložkou a demontujú na špeciálnych zariadeniach pomocou kľúčov, kladiva, dláta a iných nástrojov.
Po demontáži sa všetky časti prístrojov vložia do špeciálneho mrežového boxu, opäť sa vyperú v práčke pri teplote (55-70°C) pod tlakom minimálne 0,6 MPa.
Potom sú diely ofukované stlačeným vzduchom, kontajner v transportných prípravkoch je podávaný do oddelenia opráv na stojanoch Podrobnosti o automatických regulátoroch okrem telesa a skrutky, piestu s tyčou brzdového valca, objímok, po demontáži na stojany sa perú v práčke II pri teplote 55 - 70 °C pod tlakom najmenej 0,6 MPa.
Vonkajšie čistenie, demontáž a umývanie brzdových zariadení a armatúr vykonáva jeden zámočník 6. kategórie.
Oprava hlavnej časti rozvádzača, stav č. 292.001
Opravu hlavnej časti / rozvádzačov vykonáva zámočník 7. kategórie na pracovnom stole, ktorý je na to vybavený všetkým potrebným vybavením. Pri oprave puzdier (cievka a hlavný piest) sa kontrolujú pomocou vnútorného meradla. Rozdeľovač vzduchu vymeňte za objímku s priemerom väčším ako 90,5 mm.
Hlavný piest sa kontroluje na hádzanie drieku. Hustota hlavného piestneho krúžku sa kontroluje na špeciálnom zariadení inštalovanom na pracovnom stole. Ak sú na krúžku praskliny, priehlbiny, zakrivenie, odmietne sa. Ak je zistená nedostatočná hustota piestneho krúžku, jeho pracovné a bočné plochy sa odierajú.
Cievka hlavného piesta sa odpojí od piesta a skontroluje sa. Pružiny cievok sú skontrolované, nepoužiteľné sú vymenené. Kontroluje sa voľná vôľa cievky, ktorá by mala byť do 4,5 - 5 mm, pri väčšom zdvihu sa vyrovnávacia tyč vymení za dlhšiu.
Oprava spínacej zástrčky sa vykonáva na pracovnom stole na špeciálnej pneumatickej svorke.
Kryt rozdeľovača vzduchu je opravený na pracovnom stole. Kryt s funkčným tesnením je pripevnený štandardnými skrutkami M10 - 12 na hlavnej časti.
Oprava urýchľovacej časti rozdeľovača vzduchu sa vykonáva na pracovnom stole.Po dokončení opravy urýchľovacej časti sa na stojane pomocou nástroja skontroluje hustota ventilu a piestneho krúžku. Skúšanie a preberanie rozdeľovača vzduchu, stav č.292.001 Na stánku sa vykonáva konečná montáž prístrojov z jednotlivých celkov, po ktorej sú prístroje doručené na stánok, kde ich majster odskúša plne v súlade s požiadavkami Návod na opravu brzdového zariadenia automobilov.
Na konci testu majster zariadenie zapečatí štítkom s dátumom opravy a pridelenou značkou A291. Ďalej sa na prírubu zariadenia umiestni ochranný štít a zariadenie sa umiestni na stojan opravených zariadení.
Oprava elektrického rozdeľovača vzduchu konv. č.305 - 000 vyrába zámočník 7. kategórie na stánku. Karoséria a všetky časti sú skontrolované, ak sú na karosérii praskliny, vymení sa.
Izolačný odpor vodičov cievky od tela sa skúša (s odstráneným selénovým ventilom) megohmetrom, napätie 1000 V. Musí byť aspoň 1 MΩ.
Skúšku zmontovaného a nastaveného elektrického rozvádzača vzduchu vykonáva majster na stanovisku, vybavený na to všetkým potrebným zariadením.
Po skúške, ak zariadenie spĺňa všetky požiadavky Pokynu, sa podáva na stôl, kde majster zariadenie zapečatí s rozhodnutím štítku, na ktorom je značka AKP - "A-291" a dátum r. oprava je položená. Na upevňovacích prírubách sú umiestnené ochranné štíty. Opravené spotrebiče sú naukladané na stojane.
Oprava spojovacích objímok sa vykonáva stojanom na montáž a demontáž objímok.
Oprava a montáž brzdových hadíc sa vykonáva v RZT. Oprava a montáž brzdových hadíc pod. č. 369A. Vyrobené v stánku. Opravené rukávy sú umiestnené na stojane.
Opravu automatických regulátorov č. 536M a 574B brzdového tiahla vykonáva mechanik 5. kategórie na stanovisku. (Demontáž sa vykonáva na zveráku). Opravené regulátory sú naskladané na stojane.
Koncové ventily prijaté na opravu sú uložené na stojane. Opravu žeriavov vykonáva zámočník 4. kategórie. Pri oprave sa koncový ventil demontuje na špeciálnom stojane. Počas opravy sa skontrolujú všetky diely, skontrolujú sa závitové spojenia. Opravené žeriavy sú umiestnené na stojane.
Odpojovacie žeriavy prijaté na opravu sú naskladané na stojane. Opravu žeriavov vykonáva zámočník 4. kategórie na stole. Opravené žeriavy sú umiestnené na stojane.
Núdzové brzdové žeriavy prijaté na opravu sú naskladané na stojane. Opravu žeriavov vykonáva na stánku zámočník 4. kategórie. Opravené žeriavy sú umiestnené na stojane.
Jednotlivé výfukové ventily prijaté na opravu sú naskladané na stojane. Opravu ventilov vykonáva zámočník 4. kategórie na stánku. Opravený ventil je naskladaný na stojane.
Piestová zostava brzdového valca vybratá z auta sa privádza do automatickej prevodovky na ozubenom kolese. Opravu piestovej jednotky realizuje zámočník 4. kategórie na špeciálnom stojane navrhnutom PKB TsV. Opravená piestová zostava je umiestnená na stojane.
2.7 Osvetlenie, kúrenie, zásobovanie vodou, kanalizácia, vetranie, napájanie kontrolného bodu
Osvetlenie oddelenia by malo byť prirodzené pre denné svetlo a umelé pre tmavý čas dňa.
Prirodzené osvetlenie je možné zabezpečiť cez okná. Umelé osvetlenie pomocou žiaroviek a žiariviek môže byť všeobecné s jednotným alebo skupinovým. Na určenie počtu žiariviek v oblasti používame vzorec svetelného toku:
Požadovaný počet svietidiel je určený:
 (2.8)
(2.8)
E - normalizované osvetlenie, lx; v súlade s SNiP 23.05-99 pre 4. kategóriu vizuálnej práce akceptujeme E \u003d 150lx;
k - bezpečnostný faktor lampy, berieme K = 1,5l.
z je koeficient nerovnosti; akceptujeme z = 1,01.
ν je koeficient využitia svetelného toku, akceptujeme ν=0,45.
F je svetelný tok lampy, lm; akceptujeme 17200lm.(podľa tabuľky č.6)
S je podlahová plocha pozemku, m2; podľa výpočtov (S = 72m2)

Tabuľka č. 6 Norma svetelného toku
Kanalizačný systém. Je potrebné vypracovať účinné opatrenia a aplikovať technické prostriedky, aby sa do kanalizačnej siete nedostali agresívne kvapaliny, oleje a mechanické nečistoty, ako aj odpady z výroby. Pre izolované kanalizačné zariadenia je vhodné zabezpečiť vývody z keramických rúr s výstupom do vane s filtrami a zariadeniami na neutralizáciu škodlivých nečistôt a zachytávanie olejov. Systém vetrania závisí od charakteru vykonávanej práce, miera jej intenzity sa odoberá v závislosti od objemu miestnosti na pracovníka.
Okrem všeobecnej ventilácie je možné zabezpečiť odsávanie vzduchu znečisteného prachom, plynmi a parami priamo na mieste technologického zariadenia. Ventilátor a výkon motora ventilátora vypočítame a vyberieme nasledovne, určíme objem vetraného vzduchu v miestnosti:
 (2.9)
(2.9)
kde: Vp - objem miestnosti; podľa výpočtov 345,6 m³;
Kp - frekvencia výmeny vzduchu v oblasti, berieme Kp = 2.
V súlade s objemom vetraného vzduchu akceptujeme šesť ventilátorov TsAGI č. 7 s prívodom vzduchu 10 000 metrov kubických/h.
Výkon každého ventilátora je určený vzorcom:
 (2.10)
(2.10)
kde: Hp- plný tlak ventilátora, akceptujeme Hn - 6
ηv - účinnosť ventilátora, berieme ηv = 0,45
2.8 Opatrenia na ochranu práce kontrolného bodu automobilu
Pracovisko zámočníka na opravu brzdových zariadení je vybavené technologickým zariadením, ktoré zabezpečuje bezpečné pracovné podmienky.
Pre každého pracovníka je zabezpečené pohodlné pracovisko s dostatočným priestorom na umiestnenie pomocných zariadení, regálov a pracovných stolov na odkladanie dielov, nástrojov a prípravkov.
Na zdvíhanie častí a zostáv vozňov sú inštalované zdvíhacie mechanizmy.
Osoby staršie ako 18 rokov, ktoré absolvovali predbežnú lekársku prehliadku, úvodnú a základnú inštruktáž na pracovisku, zaškolenie, prax a počiatočné preskúšanie vedomostí, môžu pracovať ako zámočník.
V procese práce musia všetci zamestnanci absolvovať opakované, najmenej raz za tri mesiace, cielené a neplánované inštruktáže, ako aj pravidelné lekárske prehliadky.
Keď zamestnanci vykonávajú ďalšie povinnosti pri viazaní a iných prácach, musia absolvovať špeciálne školenie a testovanie znalostí o pravidlách technickej prevádzky používaných mechanizmov, ochrany práce a požiarnej bezpečnosti a musia mať príslušné osvedčenia.
Pracovníci vo výrobných oblastiach by mali vedieť:
Vplyv nebezpečných a škodlivých výrobných faktorov, ktoré vznikajú počas práce, na osobu;
Požiadavka na priemyselnú sanitáciu, elektrickú bezpečnosť a požiarnu bezpečnosť pri opravách vozňov;
Viditeľné a zvukové signály zabezpečujúce bezpečnosť premávky, bezpečnostné značky a postup pri oplotení koľajových vozidiel;
Umiestnenie lekárničky s potrebnými liekmi a obväzmi.
Zamestnanci musia:
Vykonávať iba prácu zahrnutú do jeho povinností alebo pridelenú prácu majstra (majstra);
Aplikujte bezpečné pracovné postupy;
Starostlivo dodržiavať signály a príkazy vedúceho práce (majstra, majstra) a plniť ich príkazy;
Dodržiavať požiadavky zákazových, výstražných, orientačných a predpisujúcich značiek, nápisov, reproduktorov, zvukových a svetelných znamení, ktoré dáva vodič posunovacieho rušňa, žeriavov, vodiči vozidiel a ostatní zamestnanci železničnej dopravy;
Dodržiavať požiadavky pokynov o BOZP podľa povolania (druh práce);
Prechádzať územím depa po stanovených trasách, prechodových cestách, prejazdoch a prechodoch;
Dodržiavať bezpečnostné opatrenia pri prechádzaní cez železničné trate, dávať pozor v noci, v prípade poľadovice, v snežnom období, ako aj pri zlej viditeľnosti;
Buďte mimoriadne opatrní v dopravných oblastiach;
Byť schopný poskytnúť prvú pomoc zraneným;
Dodržiavajte pravidlá vnútorného pracovného plánu a stanovený režim práce a odpočinku. Pri práci vonku v zime, aby sa predišlo ochladeniu a omrzlinám, by pracovníci mali využívať poskytnuté pracovné prestávky na vykurovanie v závislosti od vonkajšej teploty a rýchlosti vetra;
Mať povolenie na prácu na technologickom zariadení a vedieť na ňom pracovať.
Zamestnanci musia spĺňať nasledujúce požiadavky na požiarnu bezpečnosť:
Fajčenie len na určených a prispôsobených miestach;
Nepoužívajte elektrické ohrievače na miestach, ktoré nie sú na tento účel vybavené;
Nepribližujte sa k plynovému zváraciemu stroju, plynovým fľašiam, batériovým boxom, horľavým kvapalinám, materiálom a striekacím kabínam s otvoreným ohňom;
Nedotýkajte sa kyslíkových fliaš rukami kontaminovanými olejom;
Nepoužívajte dočasné, chybné elektrické vedenie a chybné elektrické spotrebiče;
Zabráňte hromadeniu horľavého odpadu v priemyselných priestoroch a na pracoviskách;
Poznať a vedieť používať hasiace zariadenia
Počas pobytu na železničných tratiach musia zamestnanci spĺňať tieto požiadavky:
Prechádzať na miesto výkonu práce az práce iba po špeciálne stanovených trasách, prechodových tuneloch;
Prechádzajte po koľajniciach iba na okraji cesty alebo v strede koľaje, pričom dávajte pozor na vagóny a lokomotívy pohybujúce sa po priľahlých koľajach;
Keď prechádzate okolo skupiny po medziceste, choďte jeden po druhom;
Prechádzať koľaje len v pravom uhle, po uistení sa, že sa v tomto mieste nenachádza v nebezpečnej vzdialenosti žiadny rušeň alebo vozne;
Prejdite koľaj, ktorú zaberá železničné koľajové vozidlo, len pomocou prechodových plošín vozňov, pričom sa uistite, že zábradlia a schodíky sú v dobrom stave a že sa po susednej koľaji nepohybujú žiadne rušne a vozne;
Pri opustení prechodovej plošiny auta sa držte zábradlia a postavte sa čelom k autu, pričom ste predtým preskúmali miesto výstupu;
Obíďte skupiny vozňov alebo rušňov stojacich na ceste vo vzdialenosti najmenej 5 m od automatického spriahadla;
Skontrolujte fungovanie ventilácie, osobných ochranných prostriedkov.
Pred prácou s kľúčmi:
Skontrolujte kľúče a otestujte ich činnosť pri voľnobehu;
Skontrolujte funkčnosť hláv na odskrutkovanie, absenciu trhlín, zárezov a opotrebovanie vnútorných plôch hláv na viac ako 30%.
Pred začatím práce na elektrických zdvihákoch musí mechanik:
Skontrolujte prevádzkyschopnosť elektrických zdvihákov, pomocného vozíka, uistite sa, že teleskopické nosníky vozíka sú v správnej polohe.
Skontrolujte funkčnosť elektrických zdvihákov pri voľnobehu.
Pred pripojením zariadenia k sieti by sa mala skontrolovať použiteľnosť napájacích káblov, spojovacích vodičov, uzemnenia, štartovacích tlačidiel.
Zistené poruchy nahláste majstrovi a nezačínajte pracovať bez jeho pokynov.
3. EKONOMICKÁ ČASŤ PROJEKTU
Predpokladané depo osobných automobilov Samara, jeho úseky a oddelenia fungujú v podmienkach štrukturálnej reformy Ruských železníc, odvádzajú svoje príjmy na svoj bežný účet. Depo je financované podľa plánu prevádzkových nákladov, ktorý budeme plánovať v častiach plánu zisku.
Výrobný a finančný plán pozostáva z troch častí:
Výrobný program;
plán práce;
Plánujte prevádzkové náklady a výrobné náklady.
Výrobný program na opravu areálu bol vypočítaný v bode 2.2.
Plán práce obsahuje tieto ukazovatele: počet zamestnancov a zamestnancov predajne (výpočet je uvedený v bode 2.3), produktivita práce, priemerná mesačná mzda, mzdový fond (výpočet je uvedený nižšie).
Plán prevádzkových nákladov určuje finančné prostriedky potrebné na dokončenie daného množstva práce (vypočítané nižšie).
3.1 Výpočet produktivity práce kontrolného bodu
Produktivita práce je ukazovateľ, ktorý určuje efektivitu práce v podniku. Produktivita práce štruktúrnych jednotiek vozňového hospodárstva v prepočte na priemerný mesačný výkon na zamestnanca za plánované a vykazované obdobie sa určí vydelením celkového množstva práce priemerným počtom zamestnancov.
Produktivita práce je množstvo výstupov, ktoré jeden pracovník vyprodukuje za jednotku času na svojom pracovisku.
Keďže výstup lokality je heterogénny, na výpočet používame pracovnú metódu.
Pracovná metóda sa vypočíta podľa vzorca
 (3.1)
(3.1)
kde  – pracnosť opravy (výroby) jedného druhu výrobku, manh.(akceptujeme 200 človekohodín).
– pracnosť opravy (výroby) jedného druhu výrobku, manh.(akceptujeme 200 človekohodín).
Nahradením číselných hodnôt do vzorca (3.1) dostaneme

3.2 Stanovenie prevádzkových nákladov kontrolného bodu
Plán prevádzkových nákladov sa pripravuje rozčlenením všetkých nákladov na:
1.Hlavné výdavky
2. Náklady spoločné pre všetky nákladové strediská a činnosti.
3. Verejné výdavky.
3.2.1 Výpočet základných nákladov
Stĺpec 3. Počet opráv. Je to prevzaté z pôvodných údajov-750.
Stĺpec 4. Zoznam počtu výrobných pracovníkov. Je to prevzaté zo zoznamu zamestnancov (tabuľka č. 3) - 8 osôb.
Počítaj 5. Mzdový fond bude vypočítaný podľa jednotnej tarifnej stupnice pre odmeňovanie zamestnancov Ruských železníc a údaje budú zhrnuté v tabuľke ročného mzdového fondu (tabuľka č. 7) - 1 331 781 rubľov.
Stĺpec 3 Vypočítajú sa colné sadzby pre kontingent pracovníkov
Tstav.sl.4=2 9550=19100rub.
Tstav.sl.5 = 1 10713 = 10713 rub.
Tstav.sl.6 \u003d 2 11673 \u003d 23346 rubľov.
Tstav. prúd. 6 \u003d 2 11673 \u003d 23346 rubľov.
Tstav.pr.3 \u003d 1 6821 \u003d 6821 rubľov.
Stĺpec 5 Percentuálny podiel bonusu rozdeľujeme v závislosti od profesie.
Stĺpec 6 Výška poistného sa vypočíta:
Tprem.ps4 \u003d Tstav.sl.4 35/100 \u003d 19100 35/100 \u003d 6685 rubľov.
Tprem.ps.5 \u003d 10713 35 / 100 \u003d 3749,55 rubľov.
Tprem.ps.6 \u003d 23346 35 / 100 \u003d 8171,1 rubľov.
Predbežný prúd 6=23346 30/100=7003,8 rub.
Tprem.pr.3 \u003d 6821 30/100 \u003d 2046,3 rubľov.
Tprem.skill = plat 10/100=19000 10/100=1900 rub.
Stĺpec 7 Priemerná mzda sa zistí súčtom stĺpcov 4 a 6.
Zámočník 4=19100+6685=25785 rub.
Zámočník 5 \u003d 10713 + 3749,55 \u003d 14462,55 rubľov.
Zámočník 6=23346+8171,1=31517,1 rub.
Turners 6 \u003d 23346 + 7003,8 \u003d 30349,8 rubľov.
PR 3 \u003d 6821 + 2046,3 \u003d 8867,3 rubľov.
Majster \u003d 19000 + 1900 \u003d 20900 rubľov.
Stĺpec 8 Ročný mzdový fond všetkých pracovníkov sa určí ako súčin priemernej mesačnej mzdy a počtu mesiacov v roku.
Zámočník 4=25785 12=309420 rub.
Zámočník 5=14462,55 12=173550,6 rub.
Zámočník 6=31517,1 12=378205,2 rub.
Turner 6 \u003d 30349,8 12 \u003d 364197,6 rubľov.
PR 3 \u003d 8867,3 12 \u003d 106407,6 rubľov.
Majster \u003d 20900 12 \u003d 250800 rubľov.
Priemerná mesačná mzda jednej pracovnej oblasti sa vypočíta tak, že celkový objem miezd sa vydelí počtom pracovníkov.
Tsr.month = 1331781/8 12 = 13872,72 rubľov
Zostavujeme tabuľku ročných miezd.
Tabuľka č.7 Ročná mzda
|
Profesia |
Počet ľudí vo všetkých zmenách |
mesačná mzdová sadzba |
Priemerná mesačná mzda |
Ročný mzdový fond všetkých robotníkov, rub. |
|||
|
výrobných robotníkov |
|||||||
|
Opravár koľajových vozidiel |
|||||||
|
Opravár koľajových vozidiel |
|||||||
|
Opravár koľajových vozidiel |
|||||||
|
Pomocní pracovníci |
|||||||
|
Zvládanie |
|||||||
Stĺpec 7. Náklady na materiál a náhradné diely.
Náklady na materiál a náhradné diely na jednotku opravy sú H=702,45 rubľov.
Náklady na materiál a náhradné diely pre ročný program opráv, berúc do úvahy koeficient deflátora 1,075, budú:
Materiály = HxNin× 1,075 \u003d 702,45 * 750 * 1,075 \u003d 566350,3125 rubľov. (3.2)
Stĺpec 6. Časové rozlíšenie do mzdového fondu predstavuje 26,4 % z ročného mzdového fondu pre zamestnancov výrobného závodu, z toho 6 % - príspevky do federálneho dôchodkového fondu, 10 % - príspevky do poistného dôchodkového fondu, 4 % - príspevky do dôchodkového fondu, 2,9 % - odvody do sociálneho fondu, 1,1 % - odvody do federálneho fondu nemocenského poistenia, 2 % - odvody do územného fondu nemocenského poistenia, 0,4 % - odvody do fondu sociálneho poistenia pre prípad úrazu.
 (3.3)
(3.3)
Stĺpec 11. Výška základných výdavkov sa určí sčítaním nákladov na mzdy výrobných pracovníkov, nákladov na zrážky do mzdového fondu a nákladov na materiál a náhradné diely.
3.2.2 Výpočet celkových nákladov pre všetky nákladové strediská a činnosti
Stĺpec 5. Článok 757 - Náklady na odmeny výrobného personálu za neodpracovaný čas (dovolenka) - 8 % z ročnej mzdy výrobných pracovníkov
Stĺpec 10. Článok 761 – Ochrana práce a priemyselná sanitácia – 0,7 % z výšky priamych nákladov.
V rámci tohto článku sa plánujú výdavky na zabezpečenie bezpečných pracovných podmienok, nákup príručiek a plagátov o ochrane, organizovanie správ, prednášok o ochrane práce.
Stĺpec 7, 9, 10. Článok 765 – Údržba a prevádzka iných zariadení ako zariadení a zariadení na environmentálne účely.
V rámci tejto položky sú plánované výdavky na materiál na opravu zariadení, náradia a inventár, výdavky na elektrickú energiu, stlačený vzduch, paru, vodu a kyslík na výrobné účely, ako aj výdavky na úhradu faktúr za opravy zariadení tretími osobami.
Náklady na údržbu zariadenia sú akceptované vo výške 0,5% a bežné opravy - 4% z ceny zariadenia. Náklady na zariadenie na 1 m2 sa akceptujú ako 30-40% nákladov na jeden m2. budovy, t.j. Akceptuje sa 8864,4 rubľov. Výdavky v rámci tejto položky sú: 72·29548=2127456; 2127456 30/100=638236,8 rubľov; 29548 30/100 = 8864,4 rubľov (3.6)
Náklady na údržbu a obnovu nástroja a zásob na jedného výrobného pracovníka sú akceptované - 155,6 rubľov.
 (3.7)
(3.7)
Zhrnutím všetkých nákladov dostaneme:
Etot=3191,8+25529,5+1244,8=29966,1 rub.
Náklady na elektrickú energiu na výrobné účely sa určujú podľa vzorca:
kde je Rust. - inštalovaný výkon zariadenia v kW-26,35 kW (tabuľka č. 4)
Tob - ročný fond zariadenia, za 1 zmenu odpracujeme 1800 hodín.
- faktor zaťaženia zariadenia v čase - 0,8-0,9.
k - vážený priemerný koeficient dopytu, k = 0,25-0,35
Tsel - náklady na 1 kWh na výrobné účely, akceptujeme 2,03 rubľov.
Nahradením číselných hodnôt vo vzorci 3.10 dostaneme:
Náklady na stlačený vzduch, paru, vodu a kyslík pre technologické a výrobné potreby.
Náklady v rámci tejto položky sa akceptujú vo výške 1 % z ceny materiálu a náhradných dielov (zo stĺpca 7 hlavných nákladov)
Stĺpce 8, 9, 10 Článok 768 - Údržba a bežné opravy budov, stavieb a zariadení na priemyselné účely.
Údržba priemyselných budov a stavieb. Pre tento článok sú plánované výdavky na vykurovanie a osvetlenie oddelenia alebo lokality, jej udržiavanie v čistote, ako aj na vodu pre domáce a domáce potreby.
Náklady na vykurovanie sa určujú podľa vzorca:
kde V je objem priestorov lokality, sa berie v pomere 345,6 m3.
q - merná spotreba tepla v kcal / hodinu na 1 m2, odoberá sa 15 kcal / hodinu;
r je počet hodín vo vykurovacom období, r = 24 hodín * 55 dní = 1320 hodín
Cn - náklady na 1 tonu pary, 792 rubľov sú akceptované.
i - teplo odparovania - 540 kcal.
Nahradením číselných hodnôt vo vzorci 3.11 dostaneme:
Eot \u003d (345,6 15 1320 792) / 540 1000 \u003d 10036,2 rubľov.
Náklady na osvetlenie stránky budú:
 (3.12)
(3.12)
kde S je plocha pozemku rovnajúca sa 72 m²;
a - náklady na elektrickú energiu na osvetlenie vo W. na 1 m2, akceptujeme \u003d 10,5 W / m2;
T - doba svietenia, na jednu zmenu berieme 1800 hodín ročne;
H - náklady na 1 kW * h, akceptujeme 2,03 rubľov.
k - koeficient dopytu, braný 0,75-0,8
Nahradením číselných hodnôt vo vzorci 3.12 dostaneme:
Eosv \u003d (72 10,5 1800 2,03 0,75) / 1 000 \u003d 2017,82 rubľov.
Zisťuje sa spotreba vody pre potreby domácnosti a domácnosti
kde R je súpisný počet výrobných pracovníkov a zamestnancov predajne, 9 osôb. (podľa tabuľky č. 3)
1 – merná spotreba vody pre potreby domácnosti, 1=25l/h;
2 – merná spotreba vody na sprchu, predpokladaná 40 l/h
253 - počet pracovných dní v roku;
eu - náklady na 1 m3 vody sú akceptované 18,66 rubľov.
Nahradením číselných hodnôt vo vzorci 3.13 dostaneme:
Ev \u003d 9 (25 + 40) 253 18,66 / 1000 \u003d 2761,77 rubľov.
Stĺpec 11. Článok 771. Odpisy investičného majetku na výrobné účely.
Náklady v rámci tejto položky sú stanovené v závislosti od výrobných nákladov dlhodobého majetku a doby životnosti. Životnosť budov je 960 mesiacov, vybavenie - 241 mesiacov.
Náklady na zariadenie na 1 m2 sa predpokladajú vo výške 8864,4 rubľov, náklady na 1 m2 budovy sú 2954,8 rubľov. Náklady v rámci tejto položky sú:
Nahradením číselných hodnôt vo vzorci 3.14 dostaneme:
Eam \u003d 72 8864,4 0,415 + 72 29548 0,104 \u003d 486119,69 rubľov.
3.2.3 Výpočet všeobecných výdavkov
Stĺpec 5. Článok 785 Údržba personálu, ktorý nesúvisí s AUP. Akceptuje sa 20 % ročnej mzdy výrobných pracovníkov.
Stĺpec 7. Článok 788. Údržba a bežné opravy budov, stavieb a inventára na všeobecné účely.
Náklady v rámci tejto položky sa akceptujú vo výške 4 - 4,5 % z ceny stavby. Náklady na 1 m2 budovy sú akceptované - 29548 rubľov.
Nahradením číselných hodnôt vo vzorci 3.15 dostaneme:
Erem.building = 72 29548 0,045 = 95735,52 rubľov.
Ročný plán prevádzkových nákladov pre kontrolný bod vozidla je uvedený v prílohe 1.
3.3 Výpočet nákladov na opravu kontrolného bodu
Prevádzkové náklady sú náklady podniku (miesta) potrebné na výrobu a predaj výrobkov. Prevádzkové náklady na jednotku produkcie predstavujú jej náklady:
 (3.16)
(3.16)
Dosadíme číselné hodnoty do vzorca 3.16, dostaneme:
C \u003d 3418843,12 / 750 1,18 \u003d 3863,01 rubľov / priv.
Výpočet výrobných nákladov sa nazýva kalkulácia, ktorá je uvedená v tabuľke 8
Tabuľka 8 Výpočet jednotkových výrobných nákladov
3.4 Stanovenie ekonomickej efektívnosti zavedenia novej technológie (technológie) na kontrolnom bode
Pri výpočte ekonomickej efektívnosti zavedenia novej technológie berieme do úvahy vyššie uskutočnený výpočet a východiskové údaje zo zadania.
Náklady na výstavbu lokality sú prevzaté z úlohy F3 = 2127456 rubľov. Náklady na nové vybavenie sa preberajú z priradenia Kn = 400 000 rubľov. Náklady na staré vybavenie sú prevzaté z úlohy F1 = 240 000 rubľov. Náklady na vyradené zariadenia, ktoré nemožno použiť s novou technológiou, sú prevzaté z úlohy F2 = 237 000 rubľov. Počet pracovníkov pred realizáciou je prevzatý z úlohy R1=10 osôb. Počet pracovníkov po realizácii je prevzatý z výpočtu R2=8 osôb. Program opráv pred realizáciou, akceptovaný A1 = 700 súprav ročne. Program opráv po implementácii sa berie rýchlosťou A2 = 750 sád za rok.
Určujeme výšku dodatočných kapitálových investícií.
Stanovenie ekonomickej efektívnosti zavádzania nového zariadenia je určené:
 (3.23)
(3.23)
kde Yong - normatívny koeficient ekonomickej efektívnosti novej technológie rovný 0,15.
Nahradením číselných hodnôt vo vzorci 3.23 dostaneme:
E \u003d 478717,9-0,15 388150 \u003d 420495,4 rubľov.
Doba návratnosti kapitálových investícií do nového zariadenia bude:
Súčasná - štandardná hodnota doby návratnosti nového zariadenia sa predpokladá na 6 rokov, čo je menej ako hodnota doby návratnosti nového zariadenia.
Dosadíme číselné hodnoty do vzorca 3.24, dostaneme:
Aktuálny=388150/420495,4=0,9
Projekt trvá 9 mesiacov.
V dôsledku zavedenia novej technológie sa zníži počet pracovníkov, navýšením programu opráv dôjde k úspore pri odpisoch, znížia sa všeobecné obchodné náklady na základe nového programu opráv. Tieto zmeny ovplyvnia zmeny v nákladoch na opravy áut.
Urobíme tabuľku porovnávacích údajov. Pri výpočte stĺpca „Pred implementáciou“ berieme do úvahy program opráv a počet výrobných pracovníkov.
Tabuľka č. 9 Porovnávacie údaje
|
Výdavky |
||
|
Pred realizáciou |
Po realizácii |
|
|
Program na opravu (ks) |
||
|
Počet výrobných pracovníkov (ľudí) |
||
|
Základné výdavky (rub) |
||
|
Náklady spoločné pre všetky lokality znášanie nákladov (rub) |
||
|
Všeobecné obchodné výdavky (rub) |
||
|
prevádzkové náklady (rub) |
||
|
Cena opravy (rub) |
||
ZÁVER
Absolventský projekt bol vypracovaný v zmysle zadanej témy „Organizácia depových opráv osobných automobilov s podrobným vypracovaním autokontroly“ a pozostáva z vysvetlivky a grafickej časti.
Vysvetlivka obsahuje údaje o troch častiach: technickej, individuálnej a ekonomickej.
Technická časť poskytuje vysvetlivky a výpočty pre prevádzku osobného depa Samara: rozsah prác, rytmus, takt, výrobné kapacity, personál, bezpečnosť dopravy a opatrenia na ochranu práce.
V samostatnej časti boli zvážené otázky týkajúce sa organizácie práce na kontrolnom stanovišti: program opráv, oblasť staveniska, personál, opatrenia na ochranu a bezpečnosť práce.
V ekonomickej časti sú uvedené kalkulácie zoznamu zamestnancov a plánu prevádzkových nákladov, ako aj výpočet ekonomickej efektívnosti zavádzania novej technológie.
Počas realizácie absolventského projektu som navštívil autosklad Samara a zoznámil sa s typickými technologickými postupmi depa a oddelenia autoopravovne bŕzd. Tieto informácie boli použité pri realizácii absolventského projektu. S prihliadnutím na smery rozvoja vagónového hospodárstva, z ktorých hlavné sú znižovanie objemu a nákladov na opravy, som urobil kalkulácie a zostavil plán prevádzkových nákladov.
ZOZNAM POUŽITÝCH ZDROJOV
Hlavná literatúra
1. Strekalina R.P. Ekonomika, organizácia vagónového hospodárstva. Učebnica pre technické školy a vysoké školy doprava.-M.: Trasa, 2005.
2. Gridyushko V.I.; Bugaev V.P.; Suzova A.V. Ekonomika, organizácia a plánovanie vagónového hospodárstva.-M .: Doprava 1980
3. Libman A.Z.; Demčenkov G.I. Vagónová ekonomika. Príručka pre návrh diplomov.-M .: Doprava 1983
doplnková literatúra
3. Dmitreev G.A. Ekonomika železničnej dopravy.-M.: Doprava 1996
4. Gridyushko V.N.; Bugaev V.P.; Krivoruchko N.Z. Ekonomika prepravy.-M .: Doprava 1988
5. Krutyakov A.A.; Sibarov Yu.G. Učebnica pre technické školy železničnej dopravy, ochrana práce v železničnej doprave, stavby železníc.-M .: Doprava 1993
6. BykovB,V, Pigarev V.E. Technológia opráv automobilov.Učebnica pre stredné školy železničné. transp. -M: Zheldorizdat, 2001._559s.
7. Ustich P.A.. Khaba I.I. Ivanov V.A. a kol., Vozové zariadenia: Učebnica pre stredné školy železnice. doprava - M.: Trasa, 2003.-560. roky.
8. Bolotin M.M. Novikov V.E. Automatizované systémy na výrobu a opravu automobilov: Učebnica pre železničné univerzity. transport 2. vyd., preprac. A ďalšie - M .: Trasa, 2004-310.
9. Mastačenko V.N. Projektovanie stavieb železnice tr-ta: Učebnica pre študentov stavebných odborov. Železničné univerzity doprava.-M.: UMK, 2000.-336s.
10. Výťah z „Normy technologického riešenia depa pre opravy osobných automobilov“
11. Ganenko A.P., Milovanov Yu.V., Lapsar M.I. Evidencia textových a grafických materiálov pri príprave diplomových projektov, kurzových a písomných, skúšobných prác - M., 2000.-352s.
12. Polezhaev Yu.O. Stavebné kreslenie – učebnica pre začiatok. Prednášal prof. vzdelanie - M. Academy, 2003-336s.
13. Bogolyubov S.K. Inžinierska grafika - M. Mashinostroenie, 2004. - 352 s.
14 Ždanovič V.V. Registrácia dokumentov k promóciám a študijným projektom - Mn. Tekhnoprint, 2002-99 s.
15. Kudryavtsev E.V. Registrácia absolventského projektu na počítači-M. DMK Press, 2004.-224 s.
vozňov ... oprava cestujúci vozňov. Tu sa vykonáva depo oprava vozňov, ovládal technológiu kapitálu oprava cestujúci vozňov ...Aplikácia normatívnej metódy plánovania, účtovania a kalkulácie produktov (práce, služby) na identifikáciu spôsobov, ako znížiť výrobné náklady
Diplomová práca >> EkonomikaDaj šancu podrobne analyzovať odchýlky. ... depovský oprava cestujúci vozňov za rok 2002. Za cenu roku 2002 depovský oprava jeden cestujúci vozeň... implementované politiky rozvoj Organizácia vhodný spôsob...
Analýza a kontrola nákladov
Abstrakt >> EkonomikaFormulár organizácií plat a stimuly, rozvoj ... depovský oprava nákladu vozňov zobrazenie v riadku 62 " Depovský oprava nákladu vozňov“ ... finančné a ekonomické a cestujúci. Určený harmonogram.... audítor podrobne analýzy odhalené...
Analýza výrobných a finančných činností vozeň depo st. Kinel
Diplomová práca >> Dopravaprípady manželstva. Podrobné analýza toho, čo sa stalo... rozvoj progresívne technologické postupy a Organizácia ich vykonávanie; rozvoj ... depovský oprava vozňov dokončená na 94,8 %, v porovnaní s predchádzajúcim rokom bola realizácia na 101,4 %. Plán depovský oprava vozňov ...
Úvod
V železničnej doprave Ruskej federácie existujú dva hlavné typy autoopravárenských podnikov: autoopravovne (VRZ) a depo na opravu automobilov (VChD). VRZ sú určené na generálne opravy automobilov a výrobu náhradných dielov, VChD - na opravy automobilov a náhradných dielov. V súčasnosti vo vozňovom depe prebieha aj veľká generálna oprava vozňov.
V súvislosti s reorganizáciou železničnej dopravy došlo k rozdeleniu VChD na opravárenské (VChDR) a prevádzkové (VChDE).
Depo na opravu nákladných vozňov (VChDR) patrí do pôsobnosti Riaditeľstva opráv nákladných vozňov Ruských železníc a depo na opravu osobných vozňov (PVChD) je podriadené Riaditeľstvu služieb pre cestujúcich (DOS). ).
Rozdiely medzi VRZ a VChDR zásadne súvisia s rozdielnymi požiadavkami na generálne opravy a opravy depa.
Oprava depa je plánovaná a preventívna. Počas generálnej opravy musia byť obnovené základné prvky auta. V súlade s tým sa líši aj technológia opravy. Na generálnu opravu vozňov je potrebné vhodné technologické vybavenie, mzdové náklady na opravu sú oveľa vyššie, miera prestojov vozňa pri generálnej oprave je 4x vyššia ako v depe.
VChD prijalo bezdielenskú štruktúru, t. j. hlavnou výrobnou jednotkou je areál, ktorý podlieha priamo vedeniu depa.
Stručný popis opravárenského depa. Účel, výrobná štruktúra depa
Autoskladne sú určené na zabezpečovanie údržby nákladných a osobných automobilov v rámci ich úsekov, na vykonávanie plánovaných druhov opráv automobilov, ako aj na opravu a kompletizáciu automobilových jednotiek a dielov. Podľa typov opravovaných vozov sa depá delia na osobné, nákladné a špeciálne.
Na výrobu plánovaných typov opráv automobilov v autoservise sú organizované tieto sekcie:
Pôdorys hlavnej budovy vozňového depa je na obrázku 1.
Miesto montáže automobilov (VSU) 1 slúži na výrobu demontážnych a opravárenských a montážnych prác na automobile, ktoré sa vykonávajú na príslušných oddeleniach;
Časť vozíka - určená na kontrolu a opravu vozíkov. V tomto úseku prebieha distribúcia chybných častí podvozkov do ďalších sekcií: dvojkolesia - do sekcie koleso-valček a ostatné diely sa opravujú v samotnej podvozkovej sekcii. V záverečnej fáze opravy sa vyberú prvky podvozkov, namontujú sa dvojkolesia a hotové podvozky sa dodajú do montážnej oblasti vozňov na ich podvozenie;
Sekcia koleso-valček je určená na opravu dvojkolesí vozňov bez výmenných prvkov a na výrobu kompletnej revízie nápravových skríň, sústruženie dvojkolesí. Vybavený umývacími strojmi na dvojkolesia, ložiská a nápravové skrine, sústruh na sústruženie dvojkolesí. Demontáž, zisťovanie chýb a oprava valivých ložísk pomocou moderných diagnostických nástrojov sa vykonáva na mieste;
Sekcia opravy a montáže slúži na opravu kovových častí a zostáv demontovaných z auta. Areál zahŕňa tieto oddelenia: elektrické zváranie, kovanie, sústruženie, zámočník. Vybavené strojmi na všeobecné priemyselné použitie: sústruženie, frézovanie, vŕtanie;
Kontrolný bod automatického spriahadla (CPA) - demontáž, zisťovanie chýb prvkov automatického spriahadla, obnova opotrebovaných povrchov dielov automatického spriahadla, trakčná svorka naváraním;
Miesto na opravu auto-brzdového zariadenia je určené na opravu a testovanie všetkých komponentov brzdového systému automobilov. K tomu depo využíva špeciálne stojany a prístroje s registráciou parametrov opravy.
Obrázok 1- Plán hlavnej výrobnej budovy depa opravárenských vozidiel
1-APU; 2- Časť vozíka; 3 - Koleso-valček; 4- KPA; 5 - Priehradka na náradie; 6 - automatická prevodovka; 7 - Oblasť opravy a zberu; 8 - Sklad náhradných dielov.