Настольная точечная сварка своими руками. Устройство миниатюрных сварочных аппаратов. Перечислим используемые в схеме компоненты
Покупка аппарата для сварки доступна не каждому, так как данный инструмент отличается высокой стоимостью. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее.
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
Сфера применения контактной сварки довольно широкая, данный инструмент используется в ремонте или изготовлении разного рода изделий из металла. Кроме того, с помощью данного аппарата, удается с легкостью выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д.

Принцип работы контактной сварки состоит в том, что электрический ток нагревает определенные участки стальных деталей, которые соприкасаются между собой. При этом, образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь, ее плотности. Кроме того, следует учитывать такие параметры:
- сварочная цепь должна отличаться достаточно низким показателем напряжения, от одного до десяти ватт;
- процесс сваривания длиться не более нескольких секунд;
- сварочный импульс имеет большую силу тока;
- чем меньше зона расплавления, тем качественнее происходит сваривание;
- сварочный шов должен выдерживать большие нагрузки.
От того насколько правильно были соблюдены данные характеристики напрямую зависит результат сваривания. Самостоятельное изготовление сварочного аппарата - довольно сложный процесс, для качественного выполнения которого потребуется соблюсти определенные инструкции и технологические рекомендации.
Более простой вариант - сборка сварочного аппарата, имеющего переменную силу тока. Данное устройство управляет процессом сваривания с помощью изменения длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется наличие часового реле, которое регулируется автоматически или вручную.

Основным узлом самодельного аппарата точечной сварки является сварочный трансформатор, который довольно часто можно встретить в таких бытовых приборах как микроволновая печь, телевизор и т.д. Обмотки трансформаторного устройства перематываются в соотношении с нужной силой тока и напряжения, в процессе подачи которого осуществляется сваривание.
Для подбора сферы управления сварочным аппаратом, следует вначале собрать основные механизмы устройства. Конструктивные элементы сварочного аппарата подбираются в соотношении с его мощностью и параметрами трансформатора - основного механизма.
Изготовление контактно-сварочного аппарата осуществляется в соотношении с типом его применения и характеристик материала, с которым придется работать. Чаще всего, к основному устройству подсоединяют клещи сварочного типа.
Учтите, что все соединения электрического типа должны быть качественно выполненными. Все провода должны быть соответствующего диаметра и сечения. Если цепь будет ненадежной, то электричество будет утеряно. При этом, возможен вариант возникновения искр и процесс сваривания прекратится.

Схема аппарата точечной сварки для металлических деталей
Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы. Первая их них используется в том случае, если аппарат точечной сварки используется для сваривания листов металла, толщиной до одного миллиметра, а также для проволоки и прута, диаметром до четырех миллиметров.
В таком случае, потребуется наличие такого устройства:
- аппарат, работающий от переменного напряжения в 220 Вт;
- выходной тип напряжения составляет 3-7 В, при холостом ходу;
- максимальное значение сварочного тока до полторы тысячи ампер.
Все устройство отличается наличием схемы принципиального характера, в составе которой присутствует силовая составляющая, автоматизированный выключатель и цепь контроля. Если в процессе работы возникают какие-то аварийные ситуации, то они предотвращаются как раз с помощью выключателя. На первом узле располагается трансформатор для сварки т2 и устройство в виде бесконтактного тиристорного включателя однофазного типа, с помощью которого первичная обмотка подключается к электричеству.

Второй вариант схемы управления подразумевает выполнение обмотки на сварочном трансформаторе определенными витками. На первичной обмотке имеется шесть выводных участков. С помощью их переключения удается регулировать выходной сварочный ток в соотношении с вторичной обмоткой. При этом, постоянное соединение сетевой цепи остается на первом выводе, а с помощью остальных регулируется работа электрического питания.
Пускатель под маркировкой М ТТ4 К, имеет серийное производство. Данный модуль отличается наличием тиристорного ключа, который в процессе замыкания выполняет коммутацию нагрузки через первый и третий контакты. Данное устройство способно работать под нагрузкой в максимальным напряжением до восемьсот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует:
- блок питания;
- цепь для настройки механизма;
- реле к1.

Для обеспечения питания сварочного аппарата используется любой тип трансформатора, мощность которого составляет до двадцати ватт. При этом, он должен использоваться при работе на номинальной сети в 220 В. Напряжение, которое выдается на втором варианте обмотки составит около 22 В. Для того, чтобы выпрямить подачу тока, рекомендуется произвести установку диодного моста. Кроме того, возможен вариант применения любого другого механизма, имеющего такие же параметры.
Для того, чтобы замкнуть четвертые и пятые контакты используется реле к1. Данный процесс осуществляется при подаче напряжения от управленческой цепи на обмотку. Значение коммутированного тока при этом составит не более 99 мА. В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками.
Устройство аппарата точечной сварки и его конструкция
Различают несколько функций цепи управления. При включении к1 на заданном промежутке времени происходит задание определенного типа времени. В данном случае удается задать определенное время подачи электронных импульсов на свариваемых деталях.
В составе электрической цепи присутствуют конденсаторы, от с1 до с6. Они имеют электролитические характеристики, при этом напряжение составляет более 52 В. Кроме того, потребуется наличие конденсатора, емкостью в 46 мкФ. При разомкнутой нормально замкнутой контактной группе реле заряжается непосредственно через питательный блок.
Основной силовой частью данного механизма является трансформатор. С его помощью происходит преобразование одного вида электричества на другой. Для этих целей используется магнитный провод, на 2,5 А. От старой обмотки следует избавиться, на торце магнитного провода устанавливаются кольца для изготовления которых используется электрический картон. Они подгибаются по внутренней и внешней кромке. Далее производится обмотка магнитопровода лакотканью в три или более слоев. Для того, чтобы выполнить обмотку потребуется наличие таких проводов:
- первичная обмотка составляет около 1,5 мм диаметром, для того, чтобы она лучше пропиталась лаковым составом, рекомендуется использовать провод на тканевой основе;
- вторичный вариант обмотки имеет диаметр около двух сантиметров, в его составе присутствует многожильная изоляция, имеющая кремниевоорганическое происхождение.
В процессе выполнение первой обмотки следует оборудовать выводы промежуточного назначения. Далее производится ее пропитка с помощью лака. На первичную катушку наматывается хлопчатобумажная лента, которая также пропитывается с помощью лакового состава. Далее следует процесс вторичной обмотки, и дальнейшее пропитывание лаком.
Изготовление самодельного аппарата точечной сварки также подразумевает конструирование клещей. Клещи бывают двух видов: стационарного или выносного. Первый вариант - более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узловыми участками. Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы.
Выносные клещи - более удобные в работе, легко снимаются, не занимают много места. Для контроля усилия клещей, достаточно изменить длину их вынесения за аппарат. В месте подсоединения выносных клещей со сваркой следует установить болты, втулки и шайбы, которые обеспечивают надежную гидроизоляцию.
В процессе изготовления клещей для аппарата точечной сварки своими руками, необходимо определить величину вылета из электродного пространства, расстояние между корпусом и местом подвижных соединений на ручке. Данный параметр сказывается на максимально возможном расстоянии между сваркой и кромкой соединения листов.
Для изготовления клещевых электродов, используйте медные прутья или бериллиевую бронзу. Возможен вариант использования жала от паяльного аппарата с высокой мощностью. Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.

Как сделать аппарат точечной сварки из микроволновой печи
На аппарат точечной сварки цена довольно высокая, поэтому намного дешевле изготовить его самостоятельно. В процессе работы потребуется наличие микроволновой печи, предпочтительнее выбрать устройство побольше. От данного параметра зависит мощность будущего сварочного аппарата.
Если микроволновой печи у вас нет, вы можете поискать ее на барахолке или поспрашивать у соседей и купить ненужную микроволновую печь совсем недорого. Далее следует разобрать микроволновую печь и извлечь из нее деталь в виде высоковольтного трансформатора.
Обратите внимание: несмотря на то, что вы разбираете микроволновую печь не подключенную к электроснабжению, внутри у нее имеются детали, которые бьются током даже в таком состоянии.
Среди основных частей трансформатора отметим - сердечник и два вида обмотки - первичную и вторичную. Для соединения сердечника используют два тонких сварочных шва, от них следует избавиться. Сделать это можно с помощью молотка и ножовки. Также для его срезывания можно использовать болгарку. Таким образом вы доберетесь до трансформаторных обмоток, старайтесь не повредить их. Для извлечения вторичной обмотки следует аккуратно разрезать вторичную и вытащить нужную.
После этого вы получите сердечник от трансформатора и первичную его обмотку. Сердечник должен состоять из двух частей, разъединенных между собой.

Далее следует выполнить вторичную обмотку трансформаторной детали. Для этих целей потребуется наличие медного кабеля, имеющий такое же сечение, как и трансформаторная прорезь. Намотайте около двух витков. С помощью стандартной двухкомпонентной эпоксидной смолы происходит соединение двух половин сердечника между собой. Для того, чтобы они лучше соединились, поместите их в тиски.
Проверьте уровень напряжения на выходе из трансформаторного механизма, оно не должно превышать двух вольт. При этом минимальное значение силы тока составляет 850 А.
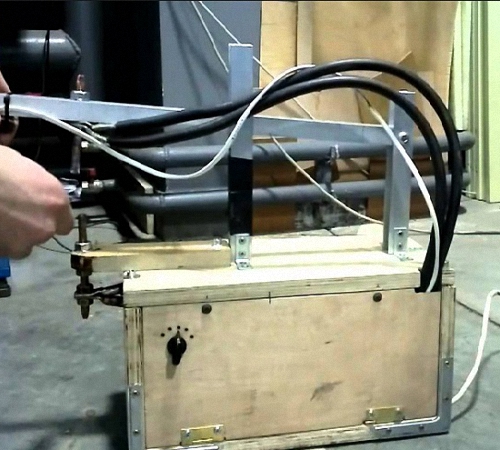
Далее следует позаботиться об изготовлении корпуса сварочного аппарата, для этих целей можно использовать дерево или высокопрочный пластик. Задняя панель корпуса должна иметь несколько отверстий, одно из которых будет отвечать за электроснабжение, а второе за выключение и включение механизма.
Если корпус изготавливается из дерева, то его следует хорошо отшлифовать, покрыть пропиткой и лаком. Для того, чтобы изготовить ручной аппарат для точечной сварки, также потребуется наличие:
- шнура электропитания;
- дверной ручки;
- выключателя;
- держателей из меди, из которых будут выполнены электроды;
- медного провода с большим сечением;
- саморезов по дереву и гвоздей.

После высыхания корпусной части, следует собрать данное устройство и соединить все детали между собой. Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм. Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы. При этом, следует позаботиться о заземлении, которое одевается на одну из клемм.
Для большей безопасности использования данного механизма, рекомендуем установить еще один дополнительный включатель. Для фиксации рычагов также используются саморезы и гвоздь. На торцевых участках рычагов производится установка контактных электродов. Для поднятия верхнего рычага используйте обычную резину. После выгорания электродов, они легко заменяются на новые, изготовленные таким же способом.
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.

Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.

Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.

Для реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.

Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники - как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как , для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами). Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь - это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее - его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие - обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется - здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное - разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий - это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.
Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
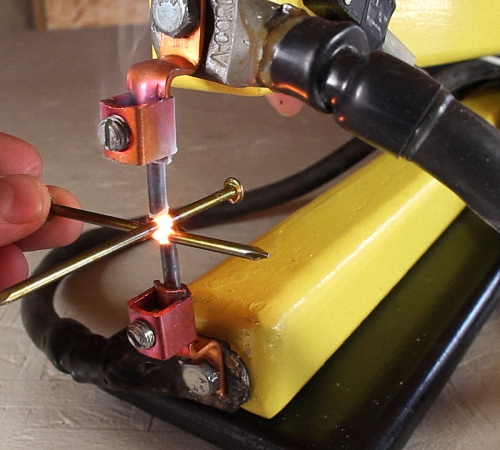
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
Схема подключение аналоговой камеры видеонаблюдения к телевизору, компьютеру
Иметь собственный сварочный аппарат – мечта любого домашнего мастера. Причем это не обязательно должен быть громоздкий блок весом 20-30 кг. Вам ведь не каждый день приходится варить ворота для гаража?
Как правило, при выполнении домашних слесарных работ, наиболее востребованной является точечная сварка.
На рынке существуют готовые образцы сварочных аппаратов, но их стоимость слишком велика для домашнего бюджета. Для регулярной сварки мелких деталей, компактный точечный аппарат можно изготовить своими руками из старой микроволновки.
Разумеется, таким устройством нельзя сварить водопроводную трубу или уголок толщиной 4 мм. Но выполнить мелкий кузовной ремонт в автомобиле, или собрать металлическую конструкцию из листового металла – запросто.
Именно аппараты точечной сварки применяются на конвейерах автозаводов при сборке кузова автомобиля. Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Видео пример изготовление небольшого сварочного аппарата из старой микроволновки
Принцип работы точечного сварочного аппарата
Для нагрева металла до температуры плавления, необходима большая сила тока, сотни ампер. Величина напряжения не имеет значения, поэтому для экономии провода и безопасности работ обычно используется 2-3 вольта.
О принципах работы точечной сварки можно узнать из этого видео:
Экспериментировать с силой тока не имеет смысла. Все описываемые варианты прошли неоднократные испытания и можно не тратить время на расчеты. Мощность подбирается исходя из толщины свариваемого металла.
- листы до 1 мм – мощность 1 кВт;
- листы до 1,8 мм – мощность 2 кВт;
- листы до 3 мм – мощность 5 кВт.
Первичная обмотка сварочного аппарата рассчитывается согласно общей мощности устройства. Поскольку самостоятельное изготовление трансформатора дело хлопотное и затратное, можно воспользоваться готовой конструкцией.

Оптимальный вариант – силовой трансформатор от старой микроволновой печи. Электрическая схема работает по следующему принципу:
- Для работы магнетрона (излучающего элемента печи), требуется напряжение несколько тысяч вольт, при этом сила тока не имеет значения;
- Мощность на первичной и вторичной обмотках трансформатора одинакова, поэтому при увеличении количества витков на вторичной обмотке, напряжение повышается в такой же пропорции, ценой потерь в силе тока;
- Трансформаторы микроволновых печей рассчитаны на мощность до 3 кВт. Этой величины вполне достаточно для изготовления аппарата точечной сварки.
Требуемые запчасти можно приобрести на радиорынке, в сервисных центрах по ремонту бытовой техники, или просто купить неисправную микроволновку по объявлению за символическую цену.
Перегорают обычно вторичные обмотки (по причине более тонкого провода), так что шансы приобрести трансформатор с исправной первичкой довольно высоки.
Сила тока до 1000 Ампер (при мощности 3 кВт и напряжении на вторичной обмотке 2 вольта) позволяет без труда плавить металл в месте контакта, тем самым обеспечивая надежную точечную сварку.